

Материалы для моделей подразделяются на:
- Кристаллические (гипсовые);
- Полимерные (полиуретан, эпоксидная смола, силикон, акриловая смола);
- Гибридные (гипс усиленный акрилом или акрил с минеральным наполнителем).
Кристаллические материалы для моделей
Гипс
Природный гипс представляет собой широко распространённый минерал белого, серого или жёлтоватого цвета. Залежи его встречаются вместе с глинами, известняками, каменной солью. Химический состав природного гипса определяется формулой CaSO4·2H2O — двуводный сульфат кальция. Образование гипса происходит в результате выпадения его в осадок в озёрах и лагунах из водных растворов, богатых сульфатными солями. Залежи гипса обычно содержат примеси кварца, пирита, карбонатов, глинистых и битумных веществ.
Плотность гипса равна 2,2—2,4 г/см3. Растворимость его в воде составляет 2,05 г/л при 20°С.
Гипс для стоматологической практики получают в результате обжига природного гипса. При этом двуводный сульфат кальция теряет часть кристаллизационной воды и переходит в полуводный (полугидрат) сульфат кальция. Процесс обезвоживания наиболее интенсивно протекает в температурном интервале от 120 до 190°С:
2(CaSO4·2H2O) → (CaSO4)2·H2O + 3H2O
В зависимости от условий термической обработки полуводный гипс может иметь две модификации — α и β-полугидраты, которые отличаются физико-химическими свойствами (см. табл. 3):
- α-гипс получают при нагревании двуводного гипса под давлением 1,3 атм, что заметно повышает его прочность. Этот гипс называют супергипсом, автоклавированным, каменным гипсом;
- β-гипс получается при нагревании двуводного гипса при атмосферном давлении.
Гипс после обжига размалывают, просеивают через особые сита и фасуют в мешки из специальной бумаги или в бочки.
При замешивании полугидрата гипса с водой происходит образование двугидрата, причём вся смесь затвердевает:
(CaSO4)2·H2O + 3Н2O → 2(CaSO4·2H2O)
Эта реакция экзотермическая, т.е. сопровождается выделением тепла.
Схватывание гипса протекает очень быстро (см. табл.). Сразу же после смешивания с водой становится заметным загустение массы, но в этот период гипс ещё легко формуется. Дальнейшее уплотнение уже не позволяет проводить формовку. Процессу схватывания предшествует кратковременный период пластичности гипсовой смеси. Замешанный до консистенции сметаны, гипс хорошо заполняет формы и даёт чёткие её отпечатки. Пластичность гипса и последующее быстрое затвердевание делают возможным его применение для получения оттисков с челюстей и зубов. Однако процесс нарастания прочности гипса ещё продолжается некоторое время, и максимальная прочность гипсового оттиска и гипсовой модели (см. табл.) достигается при высушивании его до постоянной массы в окружающей среде.
Известно множество разновидностей гипса, выпускаемого для нужд ортопедической стоматологии. В соответствии с требованиями Международного стандарта (ГОСТ 31568-2012; ISO 6873:1998) по степени твёрдости выделяют 5 классов гипса (см. табл.):
|
Тип гипса |
Линейное расширение при затвердевании через 2 ч, % |
Предел прочности при сжатии через 1 ч, МПа |
|
|
мин. |
макс. |
||
|
1 |
0,15 |
4,0 |
8,0 |
|
2 |
0,3 |
9,0 |
— |
|
3 |
0,2 |
20,0 |
— |
|
4 |
0,15 |
35,0 |
— |
|
5 |
0,3 |
35,0 |
— |
- гипс для оттисков, используется для получения оттисков (окклюзионных оттисков);
- гипс медицинский, используется для наложения гипсовых повязок в общей хирургии, например, Галипластер, в состав которого входит α-полугидрат сульфата кальция;
- гипс высокопрочный для моделей, используется для изготовления диагностических и рабочих моделей челюстей в технологии съемных зубных протезов, например, Пластон-L, Гипсогал, в состав которого входит α-полугидрат сульфата кальция;
- гипс сверхпрочный для моделей и штампиков с низким показателем расширения, используется для получения разборных моделей челюстей, например, Фуджирок-ЕР, Галигранит, в состав которого входит α-полугидрат сульфата кальция;
- гипс сверхпрочный для моделей и штампиков с высоким показателем расширения, используется для получения разборных моделей челюстей, когда необходимо компенсировать относительно большую усадку оттискного материала, например, Дуралит-S, DENFLO-HX — материал на основе синтетического α-полугидрата сульфата кальция. Для замешивания супергипсов (3-5 класс) требуется высокая точность соотношения порошка и воды, а также обязательно использование дистиллированной воды.
Рис. Сверхпрочный гипс V типа DENFLO—HX
Таблица
Физические характеристики различных типов гипса
(по данным фирмы «Вип Микс», США)
| Торговая марка гипса | Тип гипса | Цвет | Соотношение воды и гипса (мл/г) | Рабочее время, мин | Коэффициент расширения,% | Сопротивление сжатию (кг/см2) | |
| влажного гипса | сухого гипса | ||||||
| Прайме-Рок | V | фиолетовый, жёлтый | 20:100 | 7 | 0,13 | 635 | 1200 |
| Резин Рок | V | серый, голубой, персиковый | 20:100 | 7 | 0,08 | 7000 psi (48 МПа) | 11000 psi (76 МПа) |
| Джайд Стоун | V | зелёный, синий | 22:100 | 4-6 | 0,13 | 530 | 985 |
| Силки-Рок | IV | фиолетовый, белый, жёлтый | 23:100 | 3-6 | 0,09 | 442 | 915 |
| Дай-Рок | IV | канареечно нефритовый, розовый | 23:100 | 3-5 | 0,10 | 390 | 850 |
| Супер-Дай | III | жёлтый | 23:100 | 1-2 | 0,08 | 390 | 850 |
| Микростоун | III | золотой, белый | 28:100 | 3-6 | 0,12 | 320 | 600 |
| Квикстоун | III | зелёный, синий, бежевый, розовый | 28:100 | 3-5 | 0,12 | 280 | 560 |
| Ортодонтический гипс | II | белый | 37:100 | 7-8 | 0,20 | 250 | 460 |
| Лабораторный гипс | II | белый | 45:100 | 2-4 | 0,20 | 105 | 232 |
| Ортодонтический гипс | I | белый | 28:100 | 4-6 | 0,09 | 320 | 600 |
| Кюветный гипс | I | бежевый | 35:100 | 4-5 | 0,30 | 210 | 425 |
| Моментальный гипс | I | розовый | 24:100 | 1-1,5 | 0,15 | 420 | 985 |
| Установочный гипс | I | белый, синий | 28:100 | 1 | 0,08 | 322 | 600 |
| Окклюзионный гипс | I | белый | 32:100 | 1 | 0,15 | 230 | 500 |
| Установочный гипс-2 | I | белый | 62:100 | 1 | 0,09 | 45 | 126 |
Полимерные материалы для моделей
Несмотря на широкое распространение гипса как материала для моделей, он обладает большим количеством недостатков, главный из которых – маленькая прочность на изгиб, разрыв и истирание, приводящая к отлому зубов и истиранию поверхности модели и искажению протезного ложа. Поэтому в настоящее время наряду с гипсом начали использовать специальные полиуретановые композиции (Exakto-Form (Bredent, Германия); AlphaDie MF (Schutz Dental, Германия); Polyhard Q), эпоксидные смолы (Metallеpox, Epoxy-Die (Ivoclar, Лихтенштейн), Tri-Epoxy (Tri-Dynamics Dental Co., Cherry Hill, США) и Diemet-e (Erkodent, Германия)) и силикон (Mach-2, Blu-Mousse и Green-Mousse) для отливки и фотополимерный акрилат (VeroDent) для 3D печати моделей челюстей.
Полиуретан
Полиуретановые модели обладают высокой прочностью и минимальной усадкой, не подвержены истиранию. Способ применения прост, в отличие от гипса не нужно соблюдать строгое соотношение воды и гипса. Они поставляются в виде катализатора и базы равного количества, которые при перемешивании начинают твердеть. Полиуретан используется для изготовления как обычных моделей методом литья, так и методом фрезерования моделей и 3D печати.
Exakto-Form (Bredent) — двухкомпонентная сверхпрочная пластмасса, пяти разных цветов, на основе полиуретана, для изготовления моделей челюстей, обеспечивающая точное соответствие формы и наивысшую стабильность кромок.
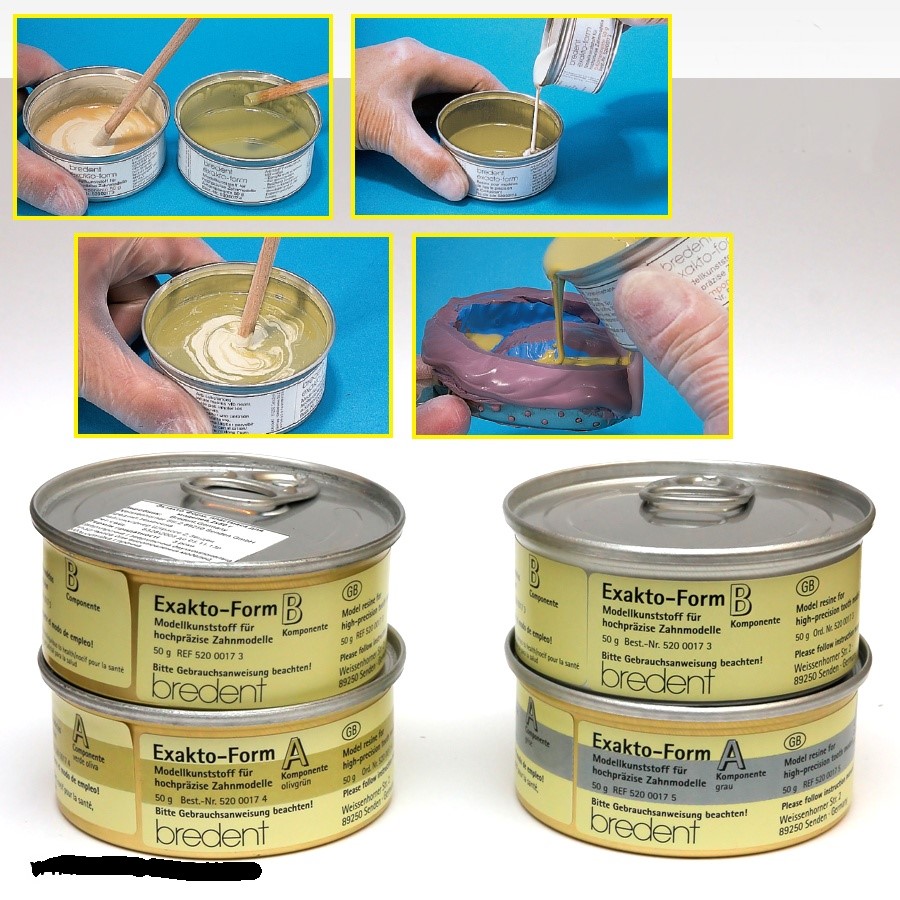
Рис. Exakto-Form (полиуретан для моделей)
Преимущества:
- Консистенция, обеспечивающая нанесение очень тонким слоем, позволит легко и без образования пор выполнять отливку ваших слепков.
- Точное воспроизведение поверхности в соответствии с оригиналом и абсолютная стабильность формы, а также не имеющая себе равных высокая точность посадки без какого-либо расширения – отличительная черта этой, требующей меньших затрат пластмассы.
Форма поставки
Поставляется в банках по 50 г компонент А и В.
При использовании необходимо строго соблюдать меры предосторожности.
Перед тем, как открыть банки, хорошо встряхнуть содержимое. Рывком открыть крышки обоих компонентов. Каждый раз перед использованием тщательно промешать осевшие компоненты А + В до получения однородной жидкости. Вылить содержимое банки компонента B в банку компонента А (соотношение компонентов смеси 1:1). Хорошо замешать оба компонента в течение 30 сек. Рабочее время 2-3 минуты, схватывание после 30 минут. Макс. полное отверждение 1,5 часа.
Недостатком данного полиуретанового материала для моделей является высокая стоимость и малый срок хранения открытых банок с материалом из-за самоотверждения компонента В.
Другим недостатком является соединение с оттискными материалами на основе полиэфира. Для устранения данного недостатка необходимо наносить на оттиск микродисперсную изолирующую жидкость Экзакто–Форм.
Если требуется небольшое количество материала, шприцом набирается нужное количество, а затем замешивается, а оставшиеся банки плотно закрываются.
Меры предосторожности:
- Наличие соответствующей защитной одежды, перчаток, очков, защиты для лица
- При попадании на кожу немедленно промыть большим количеством воды и мыла. При попадании в глаза немедленно промыть большим количеством воды и проконсультироваться с врачом. Не вдыхать пары – обеспечить достаточную вентиляцию. При несчастном случае или недомогании немедленно обратиться к врачу (при возможности показать этикетку). Не допускать попадания в руки детей. Не спускать в канализацию, воды, в почву. Избегать открытого огня.
Alphadie MF (Schütz Dental) — полиуретановый, формовочный материал для литья моделей и культей. Точно повторяет детали, крепкий даже в тонких участках, чрезвычайно твёрдый, устойчив к откалыванию и расширению. Очень низкая усадка всего 0.06 %. Специальные добавки препятствует росту грибков и бактерий полости рта, перенесённых из полости рта с оттиском или протезом.
Набор: базовый материал 2 x 100 мл, отвердитель 1 x 100 мл, наполнитель 400 г, деревянные шпатели и 3 измерительных сосуда.

Рис. Набор Alphadie MF (Schütz Dental)(а) и полиуретановая модель (б).
Polyhard Q — термостойкая пластмасса, предназначенная для изготовления моделей челюстей. Удобно смешивается в пропорции 100А:100В (по объёму) и обладает низкой вязкостью, что значительно облегчает процесс смешивания и заливки. После полной полимеризации имеет твёрдость 80 по Шору D. Обладает хорошими физическими и эксплуатационными свойствами.
Пригоден для ручного и механического смешивания. Вакуумная дегазация не требуется.
Измерение и смешивание. Материалы должны храниться и использоваться при комнатной температуре (23°С) в хорошо проветриваемом помещении. Взболтайте перед вскрытием фабричной упаковки компоненты А и В. После вскрытия упаковки отмеренное количество компонентов А и В (по весу или объёму согласно таблице) необходимо поместить в контейнер для смешивания. Смешайте тщательно и осторожно. Убедитесь, что вы хорошо промешали смесь по стенкам контейнера и по его дну во избежание неоднородности массы. Будьте осторожны! Избегайте брызг, возможных из-за низкой вязкости смеси.
Важно. Время жизни неиспользованного продукта резко уменьшается после открытия упаковки. Оставшийся продукт должен быть использован как можно быстрее. Инструменты и контейнеры для смешивания должны быть чистыми и сделаны из металла, стекла или пластика.
Заливка. Для получения наилучшего результата, приготовленную вами смесь необходимо заливать в одну точку непрерывной струёй, чтобы предоставить смеси возможность самой максимально равномерно заполнить Polyhard Q (А+В)

Рис. Модели челюстей из термостойкой пластмассы Polyhard Q
Недостатки полиуретана
- Маленький срок годности (6 месяцев);
- Резкое сокращение срока годности после вскрытия упаковки;
- Образование пор при наличии влаги;
- Короткое время схватывания и длительное время отвердения;
- Жидкая консистенция не позволяет смоделировать цоколь модели, поэтому необходимо края оттиска удлинить силиконом перед отливкой модели.
- Соединение с полиэфирными оттискными массами и резиной (формой для цоколя модели).
Эпоксидная смола
Diemet-e (Erkodent) — трёхкомпонентная эпоксидная смола состоящая из основания, отвердителя и наполнителя. Применяется для отливки моделей в стоматологии.

Diemet-e (Erkodent) — эпоксидная смола
Рис. Diemet-e (Erkodent, Германия) — эпоксидная смола для моделей
Эпоксидная смола должна быть очень тщательно дозирована. Применяется ручное замешивание в мернике/чаше для замешивания.
Дозировка
- Налейте смолу и отвердитель в мерник/чашу для замешивания в соотношении делений 1:1. Т.е. одно деление на шприце смолы соответствует одному делению на шприце отвердителя. Для отливки одной модели верхней челюсти расходуется 4 деления смолы и отвердителя, нижней — 3.
- Добавьте полные ложки наполнителя в жидкости по количеству делений использованной смолы.
Примечание: Если уровень жидкости находится между 2 делениями вы можете округлить в большую или меньшую сторону. Если округлить в большую, то вязкость смеси незначительно увеличивается, если в меньшую, то смола получается немного более жидкой. Однако в любом случае физические свойства DIEMET-E от этого не изменятся. - После тщательного размешивания залить смесь в оттиск или форму тонкой струёй.
- Очистить мерник/чашу для замешивания после затвердения смолы.
Технические данные
| Рабочее время | 15 мин |
| Время гелеобразования | 20-30 мин |
| Затвердение после | 6-8 часов |
| Окончательная твёрдость | > 200 Н/мм2 |
| Усадка | 0.05% |
| * 90% окончательной прочности после | 5 часов при 40°С |
| 6 часов при 30°С | |
| 8 часов при 20°С |
*Отверждение необходимо проводить при температуре 20-40°С
Важно:
Силиконовые и полисульфидные оттиски не должны быть изолированы: необходимо удалить возможную влагу из оттиска и отлить модель (силиконовые оттиски можно обработать специальными разделительными средствами для уменьшения поверхностного напряжения и предотвращения образования пор во время литья).
Полиэфирные оттиски должны быть изолированы. Для этой цели лучше всего использовать порошок талька вместо изолирующего лака. Получают оттиск, сушат и покрывают порошком талька с помощью мягкой кисточки, а затем сдувают излишки сжатым воздухом и при литьё (едва видимый слой порошка остаётся) порошок талька обволакивается DIEMET-Е, и таким образом происходит надёжная изоляция без образования толстого изолирующего слоя.
Гидроколлоидные оттиски слегка высушите для удаления видимых капель воды (не используйте мощную струю воздуха!) и сразу же отлейте модель из DIEMET-E. Необходимо убедиться в том, что гидроколлоидная масса не высохла во время затвердевания модели. Если происходит высыхание, то необходимо проводить полимеризацию модели в течение 1 ч при давлении 1,5 бар.
Нарастите борта оттиска для предотвращения вытекания эпоксидной смолы, так как она текучая.
Смола и отвердитель: Xn представляют опасность для здоровья при вдыхании, проглатывании и при контакте с кожей (возможна повышенная чувствительность).
Не выбрасывайте эти продукты в почву или канализацию, носите соответствующую защитную одежду.
Смола содержит: 1,4-бис (2,3 эпоксипропокси) бутанол.
Отвердитель содержит: бензиловый спирт фенол.
Силиконовые материалы для моделей
Силикон используется только при работе с композитами, кроме того его использование затруднительно при работе с силиконовыми оттисками, так как модель химически может соединяться с оттиском.
Для изготовления силиконовых моделей используется преимущественной А-силикон, так как он даёт меньшую усадку и обладает лучшими физико-механическими свойствами по сравнению с С-силиконом.
Силикон для моделей Мач-2
Используется для получения силиконовых моделей при изготовлении композиционных вкладок, накладок, виниров, полукоронок и т.д.

Рис. Силиконовые материал для моделей МАЧ-2
Преимущества:
- Качественные модели менее, чем за 6 минут.
- Высокая текучесть, подробное воспроизведение мельчайших деталей.
- Автоматический смеситель позволяет сразу вводить материал в оттиск.
- Высокая твёрдость материала (90 по Шору), но при этом умеренная гибкость, позволяющая легко извлекать композитные модели.
- Идеально подходит для изготовления вкладок, накладок, виниров или временных коронок из композитов.
- Благодаря силикону для моделей Mach2 изготовление композитных реставраций становится очень простой и быстро выполнимой задачей.
С помощью обычного пистолета силикон Mach-2 непосредственно вносится в альгинатный, полиэфирный или гидроколлоидный оттиск через автоматический смеситель. Mach-2 обладает высокой текучестью, благодаря чему она без пор заполняет оттиск. После полимеризации основание модели моделируется с помощью сверхбыстрого силикона Blu-Mousse. Через две минуты после этого вы можете отделить готовую модель от оттиска.

Рис. Тиксотропная силиконовая масса Blu-Mousse и Green-Mousse.
Mach-2 в отличие от гипса не трескается, не ломается и не истирается. Модель легко обрезается острым скальпелем или бритвой. Нет необходимости в использовании боров и соответственно не образуется пыль при обработке модели.
Силикон Mach-2 непрозрачный и обладает высокой степенью отражения света. Во время фотополимеризации, когда направляется свет на окклюзионную поверхность вкладки, свет проходя через толщу композита отражается от силиконовой модели и способствует полимеризации со всех сторон.
При необходимости, для улучшения прочностных качеств композита, силиконовую модель вместе с композиционной реставрацией можно нагреть в печи до температуры 121°C в течение 10 минут.
Акриловые материалы для моделей
VeroDent — это используемый для 3D печати жёсткий фотополимер двух видов — непрозрачный персикового цвета и прозрачный биосовместимый. VeroDent сочетает очень высокую геометрическую стабильность с отличной детализацией и высокой точностью. Он идеален как замена гипсовых моделей, для изготовления съёмных капп (элайнеров), хирургических направляющих и других стоматологических и ортодонтических приспособлений.
Stratasys предлагает 3 материала для цифровой стоматологии и ортодонтии VeroDent, VeroDentPlus и MED610. Модели из стоматологических материалов печатаются при помощи гелеобразной подложки, которая легко смывается проточной водой, оставляя чистые гладкие поверхности.

VeroDent
Материал VeroDentPlus (MED690) лучший материал для печати коронок, мостов, имплантатов и стоматологических инструментов. Он был специально разработан для замещения традиционных процессов в стоматологической лаборатории цифровыми, которые помогут в значительной мере снизить затраты. Материал позволяет печатать удивительно тонкими 16-микронными слоями, что создаёт отпечатки с высочайшей детализацией. Также материал обладает превосходной прочность и долговечностью.
Характеристики материала приведены в таблице:
| Предел прочности на разрыв | D638-03 | 54-65 МПа |
| Удлинение при разрыве | D638-05 | 15-25% |
| Модуль упругости | D638-04 | 2200-3200 МПа |
| Предел прочности при изгибе | D790-03 | 80-110 МПа |
| Модуль упругости при изгибе | D790-04 | 2400-3300 МПа |
| HDT @ 0,45MПа | D648-06 | 45-500С |
| HDT @ 1,82МПа | D648-07 | 45-500С |
| Ударная прочность по Изоду | D256-06 | 20-30 Дж/м |
| Водопоглощение | D-570-98 за 24 ч. | 1,2-1,5% |
| Tg | DMA, E | 52-540С |
| Твёрдость по Шору (D) | Scale D | 83-86 |
| Твёрдость по Роквеллу | Scale M | 73-76 |
| Плотность | D792 | 1,17-1,18 г/см3 |
Гибридные материалы для моделей
Акрил с минеральным наполнителем
Состоит из двух компонентов:
- жидкость — водная эмульсия (суспензия) акрилового олигомера;
- порошок — альфа-гипс.
Благодаря нахождению гидрофобного метилметакрилата в виде водной эмульсии не происходит его полимеризация, так как вода не даёт частичкам метилметакрилата соприкасаться друг с другом и запускать механизм полимеризации. Как только вода испаряется или поглощается другим веществом, например гипсом, запускается механизм полимеризации. Соответственно при перемешивании водной эмульсии акрилата с альфа-гипсом, вода поглощается последним, приводя к кристаллизации гипса и полимеризации акрилата. Благодаря этому образуется прочная структура с минимальным расширением (0,1%). В быту такой материал называется акриловым гипсом. Представителем такого акрилового гипса является Пластикрит (Plasticrete) и Акриловая система Forton MG. Подробные характеристики представлены в таблице.
| Состояние | P-cast A02 — смола (вязкая жидкость), P-filler art — наполнитель (порошок) |
| Цвет смолы P-cast A02 | Бело-молочный |
| Цвет наполнителя P-filler art | Белый, серый |
| Вязкость смолы (при 25°C) | IO-10-50 — 30-50 мПа*сек |
| Плотность смолы (при 25°C) | IO-10-51 (ASTM D 1475) — 1,01-1,08 г/мл |
| Плотность наполнителя | 1,3-1,4 г/мл |
| Соотношение компонентов P-cast A02 / P-filler art | по весу — 45-55/100 |
| Время жизни (при 25°C) | IO-10-73 (*) — 30-34 мин |
| Начальная вязкость (при 25°C) | IO — 10-50 1000-1400 мПа*сек |
| Время жизни (4000 мПа*сек при 25°C) | IO — 10-50 22-30 мин |
| Время застывания (при 25°C) | IO — 10-50а (UNI 8701) — 50-60 мин |
| Время формования | 4-15 час |
| Пост-отверждение | 40°C 15 час |
| Цвет | Белый |
| Возможность машинной обработки | прекрасная |
| Плотность | IO-10-54 (ASTM D 792) — 1,5-1,55 г/мл |
| Твердость | IO — 10-58 (ASTM D 2240) — 82-86 по Шору D |
| Негорючесть | IO — 10-68 (класс горючести UL 94 V-0) при толщине 1,6 мм |
| Термостойкость | 250°C |
| Увеличение размера после выемки из формы | < 0,1% |
| Линейная усадка после 1 месяца | IO — 10-74 а 0,15-0,2% |
| Сопротивление изгибу, 7 дней при комнатной температуре |
ASTM С293 7-9 MН/м2 |
| Сопротивление изгибу, 1 месяц при комнатной температуре |
ASTM С293 9-11 MН/м2 |
| Сопротивление изгибу после 30 дней в воде | ASTM С293 9-11 MН/м2 |
| Деформация при разрыве | ASTM С293 1,5-1,8% |
| Потеря веса после 1 месяца при комнатной температуре или 24 ч при 60°C | Размер образца 40×40×160 мм 3,5-5,5% |
| Устойчивость к термическому шоку (образец выдержал 80 циклов с облучением жестким УФ и выдержкой в воде) | Размер образца 40×40×160 мм — 20 — — +60°C |
| Поглощение воды, вызванное пористостью материала | 3,5-5,5% |

Plasticrete