

Государственное бюджетное профессиональное образовательное учреждение Московской области
«Московский областной медицинский колледж №1»
Специальность 31.02.05 «Стоматология ортопедическая»
Дипломный проект
Завраевой Малики Эмдиевны
Технология изготовления волоконных адгезивных мостовидных протезов
Руководитель
преподаватель специальных
стоматологических дисциплин,
к.м.н. А.Г. Ервандян
Москва 2016
Оглавление
Объект исследования дипломной работы 4
Экспериментальная база исследования 5
Глава 1.Волоконные адгезивные мостовидные протезы (АМП) 6
1.1.Волоконные АМП по методике Ribbond 9
1.2. Волоконные АМП по методике GlasSpan 10
1.3. Вантовые мостовидные протезы 12
1.4. Волоконные АМП по методике Петрикас И.В. 14
1.5. Волоконные АМП по методике Ервандяна А.Г. 15
Глава 2.Технология изготовления волоконных АМП 17
2.1.Технология изготовления ВАМП по методике Ribbond и Петрикас И.В. 17
2.2.Технология изготовления ВАМП по методике GlasSpan 19
2.3.Технология изготовления вантовых мостовидных протезов 22
2.4.Технология изготовления ВАМП по методике Ервандяна А.Г 26
Введение
С появлением эмалевого адгезива и кислотного травления эмали [Buonocore M.G. 1955] возникла возможность ортопедического лечения малых включённых дефектов с помощью адгезивных мостовидных протезов (АМП). В отличие от традиционных мостовидных протезов, опорными элементами АМП являются не коронки, а разнообразные несъемные приспособления и, кроме того, для их фиксации используются адгезивные композиционные материалы.
Различные авторы по-разному называют данные мостовидные протезы: мэрилендский мостовидный протез [Dummer P.M. 1986], Манхетенский мост [Golub J.E. 1986], рочеттовский мостовидный протез или ретейнер Рочетта [Rochette A.L. 1973], Inlay-мостовидный протез [Bae J.M. 2004], волоконный адгезивный мостовидный протез [Петрикас И.В. 2001], адгезионные мостовидные протезы с арамидной нитью [Ряховский А.Н., Кузнецова Е.А. 2000], ретенционный протез, фиксируемый после кислотного травления [Scheer В. 1975], понтик [Jenkins C.B.G 1978], односеансный протез [Боровский Е.В. 1997], вантовый мостовидный протез [Ряховский А.Н. 1999], композитная шина [Городенко А.В. 1986], клеевые мостовидные протезы [Gorelick L. 1977], мостовидные протезы с минимальной обработкой твёрдых тканей [Мирсаев Т.Д. 1995], несъёмные протезы без препарирования зубов [Шаймерденова Р.Ш. 1989], несъемные шины с использованием травления эмали [Murakami I. 1985].
В России наиболее часто применяют термин адгезивный мостовидный протез (АМП) [Петрикас О.А. 2001] или адгезионный мостовидный протез [Ервандян А.Г. 2005]. С точки зрения лингвистики эти оба термина имеют одинаковое значение.
Показанием к применению АМП являются малые включённые дефекты при отсутствии одного или двух зубов в постоянном прикусе [Ервандян А.Г. 2005].
Актуальность
Появление в конце 20-го столетия нового поколения материалов, таких как композиты и адгезивы [Bowen R.L., 1965], привело к возникновению оригинальных несъемных конструкций – адгезионных мостовидных протезов (АМП) [Huberman M., 1967]. Не требуя значительного препарирования опорных зубов, эти протезы не вызывают побочные явления, характерные для металлокерамических и металлопластмассовых мостовидных протезов. Это послужило широкому использованию АМП в последнее время.
Стремление избавиться от металла и пластмассы в полости рта привело к замене первоначально металлического каркаса АМП на композитный с обязательным армированием волоконными материалами для увеличения прочности композита [Ряховский А.Н., 1999; Петрикас И.В., 2001; Butterworth C., et all., 2003,].
В настоящее время существует большое количество конструкций и методик изготовления АМП, срок службы которых сильно отличается и зависит от технологии изготовления и конструкционных особенностей. Поэтому необходимо провести исследование для выбора оптимальной технологии изготовления АМП.
Объект исследования дипломной работы
Профессиональная деятельность зубного техника в области изготовления волоконных адгезивных мостовидных протезов.
Предмет исследования
Технология изготовления, функциональная и эстетическая эффективность волоконных адгезивных мостовидных протезов.
Цель
Изучение лабораторных методов изготовления адгезивных мостовидных протезов.
Задачи исследования
- Изучение литературы по данной теме.
- Изучение конструкции различных видов волоконных адгезивных мостовидных протезов
- Изучение технологии изготовления волоконных адгезивных мостовидных протезов
- Сравнительный анализ различных видов волоконных адгезивных мостовидных протезов
Методы исследования
Изучение зарубежной и отечественной литературы, анализ результатов исследований адгезивных мостовидных протезов, полученных из литературы.
Экспериментальная база исследования
ГБОУ Московский областной Медицинский колледж №1.
Глава 1.Волоконные адгезивные мостовидные протезы (АМП)
Адгезивными мостовидными протезами называют мостовидные протезы опорными элементами которых являются не коронки, а разнообразные несъемные приспособления и, кроме того, для их фиксации используются адгезивные композиционные материалы. Волоконные адгезивные мостовидные протезы (АМП) отличаются от других АМП тем, что в конструкцию протеза входят волоконные материалы, такие как кевлар (арамидная нить), стекловолокно, полиэтиленовое волокно, шёлк и другие.
Преимущества волоконных АМП [Ервандян А.Г. 2015]
- Минимальное (в основном в пределах эмали) или полное отсутствие препарирования опорных зубов;
- Отличные эстетические результаты;
- Обратимость ортопедического лечения;
- Отсутствие необходимости во временных коронках;
- Отсутствие или малое число случаев необходимости обезболивания;
- Отсутствие контакта с десной;
- Возможность «мониторинга» опорных зубов;
- Естественное светопреломление конструкции;
- Отсутствие металла;
- Сравнительно низкая стоимость протеза;
- Отсутствие необходимости депульпирования опорных зубов в отличие от МК, МП и безметалловой керамики.
Недостатки волоконных АМП
- Невозможность временной фиксации;
- Качества свойственные композитам (возможное изменение цвета со временем, истирание, в несколько раз превосходящее естественное истирание эмали зубов, усадка, токсическое и аллергическое действие);
- Повышенное истирание при наличии керамических антагонистов.
Первоначально конструкция АМП представляла собой тело обычного мостовидного протеза, приклеиваемого к соседним зубам [Buonocore 1955]. Опорными элементами данной конструкции являлась акриловая пластмасса, с помощью которой фиксировался АМП. Такая конструкция АМП не обеспечивала достаточную прочность и силу соединения с опорными зубами и, соответственно, долговечность протеза. Срок службы протезов составляет от нескольких дней до нескольких месяцев и увеличивался при использовании кариозных полостей 2-3 класса, обращённых к дефекту, так как благодаря полостям увеличивалась толщина пластмассы [Buonocore 1955].
Исследователи, понимая конструкционные недостатки таких протезов, предложили усовершенствовать их, введя в конструкцию протеза опорные элементы.
Schwickerath H. предложил использовать в качестве опорных элементов четыре парапульпарных штифта, вкручивая их в опорные зубы. Методика подразумевала вкручивание по два пина в контактную поверхность зубов ограничивающих дефект зубного ряда [Schwickerath H. 1988]. При этом необходимо учитывать безопасные зоны зубов для предотвращения возникновения травматического пульпита в опорных зубах. Однако возникали проблемы с самой процедурой вкручивания пинов в опорные зубы в связи со сложностью подготовки ложа для пинов и вкручивания их из-за плохого доступа для инструментов [Dunne S. 1998].
Engel G. [1984] использовал для армирования АМП из композита металлическую сетку наподобие той, которую используют для починок съёмных протезов. Автор располагал сетку на оральной поверхности опорных зубов. О сроках службы таких протезов не сообщается.
Golub J.E. [1986] предложил конструкцию протеза, опорными элементами которой являются шёлковые ленты, расположенные вестибулярно и орально. С точки зрения биомеханики, данные протезы эффективно передают жевательную нагрузку с тела протеза на опорные зубы. Единственным их недостатком является необходимость препарирования вестибулярной поверхности зубов [Walinchus R.E. 1990].
Borer G. [Fiber-Splint 1998], разработчик стекловолоконной ленты Fiber-Splint ML (Polydentia), предлагает располагать её на язычной поверхности опорных зубов. В данном случае в качестве опорных элементов служит сама лента. Недостатками таких конструкций является стабилизация протеза в одном направлении. Во фронтальном отделе нижней челюсти, нагрузка действует на зубы в вестибуло-оральном направлении и по этой причине стабилизация протеза осуществляется только за счёт силы сцепления адгезива с эмалью опорных зубов. Кроме того, возникают сложности изготовления протеза в переднем отделе верхней челюсти в связи с отсутствием необходимого пространства для расположения ленты. Этот недостаток можно устранить путём препарирования пазов на оральной поверхности опорных зубов.
1.1.Волоконные АМП по методике Ribbond
Специалисты фирмы «Ribbond» предлагают, в отличие от Borer G., кроме одной ленты на язычной поверхности опорных зубов, располагать ещё и короткую вторую ленту с целью придания жёсткости промежуточной части протеза и разгрузки зоны перехода тела протеза в опорные части (рис.1) [Ribbond 1992].
Belli S. и Özer F. [2000] использовали в качестве промежуточной части естественный зуб, фиксируя его с помощью двух лент Ribbond, располагая первое волокно поперёк пространства для тела мостовидного протеза между апроксимальными срединными линиями опорных зубов, а второй слой ленты Ribbond крепится на первом композитном слое только к проксимальным углам зубов, соседствующим с телом мостовидного протеза.
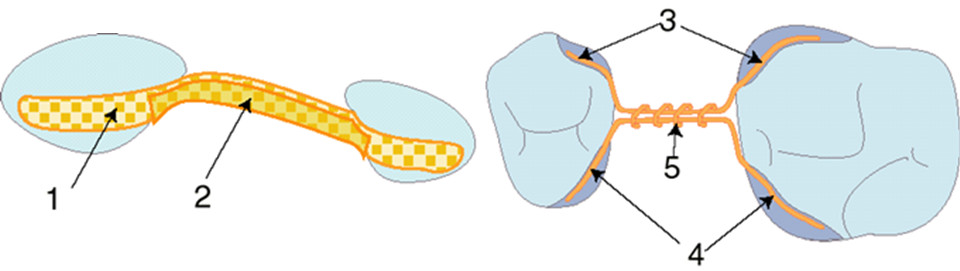
Рис.1. Схема АМП по методике Ribbond
1 – небная лента
2 – дополнительная небная лента
3 – вестибулярная лента
4 – язычная лента
5 – дополнительная лента
Однако из-за избыточной пластичности полиэтилена со временем происходит растрескивание композита [Петрикас И.В. 2001]. Поэтому более рациональнее будет применять вместо полиэтиленовой ленты стекловолоконные ленту и шнурок.
1.2. Волоконные АМП по методике GlasSpan
Специалисты фирмы «GlasSpan» разработали собственную оригинальную конструкцию АМП. Для его изготовления они используют стекловолоконный шнур-чулок, располагая его в отпрепарированных петлевидных канавках на оральной поверхности, если это фронтальные зубы, и на окклюзионных поверхностях — если боковые (рис.2) [Glasspan 1992]. Предотвращение смещения данной конструкции в вестибуло-оральном направлении, так же, как и момент вращения протеза в сагиттальной плоскости, обеспечивается глубиной создаваемых полостей. Наконец, способность противостоять жевательной нагрузке также определяется жесткостью протеза, напрямую зависящей от вертикальных и горизонтальных параметров ретенционных полостей под вкладки. Поэтому, важно отметить, что чем больше ретенционные полости, тем выше ретенционные возможности подобного протеза, при условии, что не происходит чрезмерного утончения стенок зубов [Петрикас О.А. 2001]. Недостатком таких конструкций является небольшая толщина перехода «протез — опорные зубы».
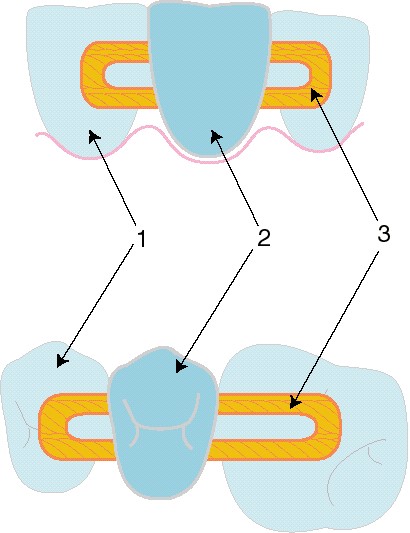
Рис.2. АМП по методике Glasspan
1 – опорные зубы;
2 – искусственный зуб;
3 – волоконная арматура.
1.3. Вантовые мостовидные протезы
Ряховский А.Н., предложил вантовую систему АМП [Ряховский А.Н. 1999]. Основой вантовых систем зубных протезов является высокопрочная нить, которая в натянутом состоянии соединяет между собой естественные зубы, а при наличии включенного дефекта еще и поддерживает искусственные зубы несъемного протеза (рис.3). Нить запечатывается композитным материалом в предварительно подготовленных бороздах по периметру зубов [Кузнецова Е.А. 2000]. Поскольку натянутая нить находится внутри бороздок по периметру зубов, каждый зуб по отношению к соседним находится, как бы, в подвешенном состоянии, и любая вертикальная нагрузка на зуб или группу зубов трансформируется через натянутую нить в горизонтальную и передается на соседние зубы [Халкечева Л.Н. 2001]. В качестве нити Ряховский А.Н. использовал сплетенные арамидные волокна, удельная прочность которых превышает аналогичный показатель рояльной стали в 8 раз (!).
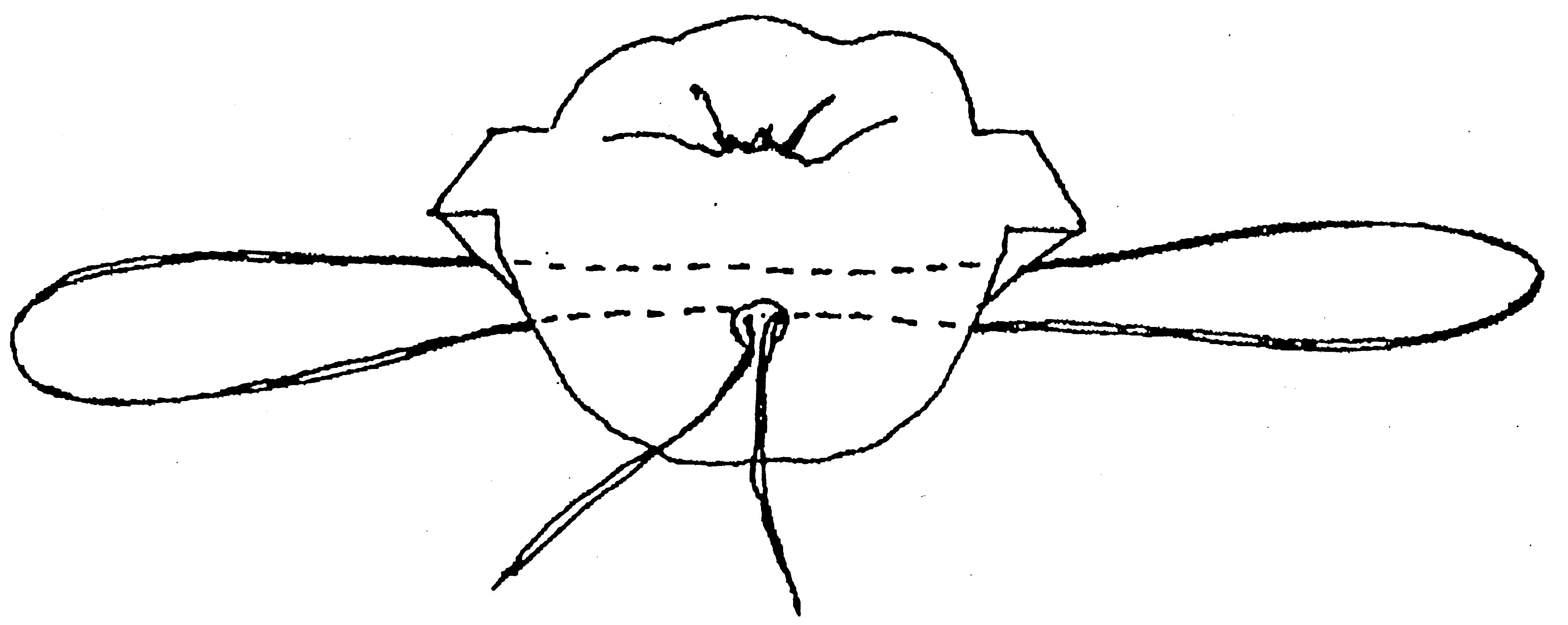
Рис.3. Схема вантового мостовидного протеза
Комплекс разработанных методик позволяет проводить ортопедическое лечение включенных и концевых дефектов зубных рядов без применения искусственных коронок, либо других покрывных конструкций, если к этому нет прямых показаний (разрушение твердых тканей зубов, выраженное изменение их цвета и др.). В этих случаях предполагаемые системы могут эффективно сочетаться с традиционными конструкциями зубных протезов [46].
Относительным недостатком данной методики, является то, что арамидная нить имеет коричневую окраску, поэтому для достижения должного эстетического эффекта необходимо маскировать его достаточно толстым слоем опакового композита [Кузнецова Е.А. 2000], а для этого необходимо проводить глубокое препарирование твёрдых тканей (2мм и более). Кроме этого, невозможно изготавливать такие протезы, если опорные зубы депульпированы, поражены кариесом или имеют большие пломбы. Так как желобок делается круговым, то проводится препарирование контактных поверхностей, не обращённых к дефекту. В связи с этим возникает опасность повреждения соседних зубов при препарировании, а также проблема восстановления межзубного контакта и эффективного закрытия желобка композитом в межзубном промежутке (Рис.4).
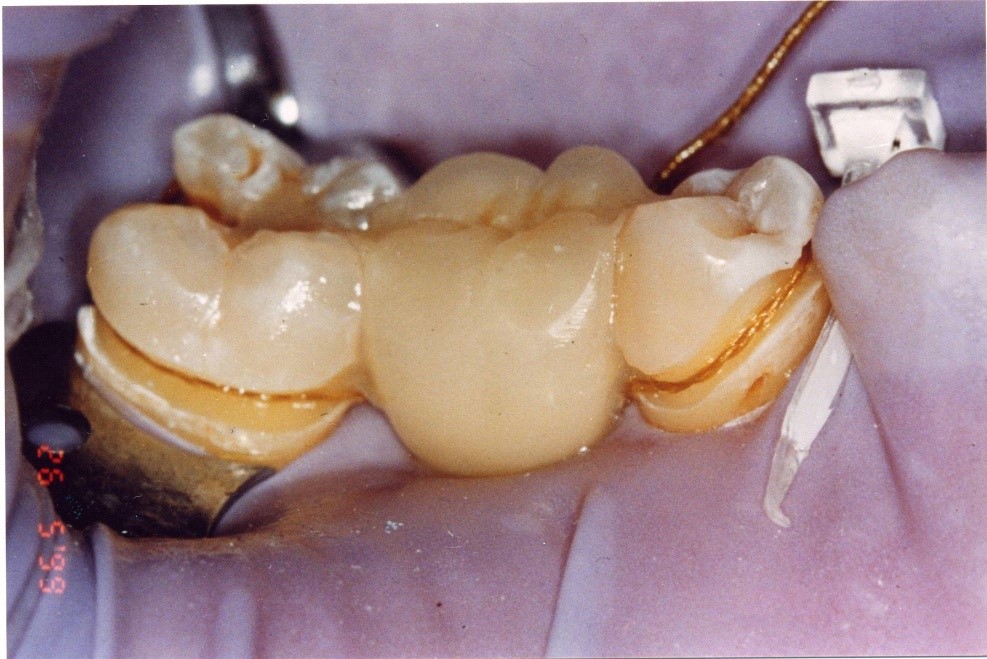
Рис.4. Фиксация вантового мостовидного протеза
1.4. Волоконные АМП по методике Петрикас И.В.
Петрикас И.В. [2001] усовершенствовала методику, предложенную специалистами фирмы “Ribbond”, разработав 2 вида волоконных АМП. Первый вид — это усиленный вАМП, второй – крестообразный. Суть совершенствования усиленных вАМП заключается в размещении дополнительного волокна, перекрывающего вестибуло-апроксимальные углы опорных зубов, обращённые к дефекту (Рис.5).
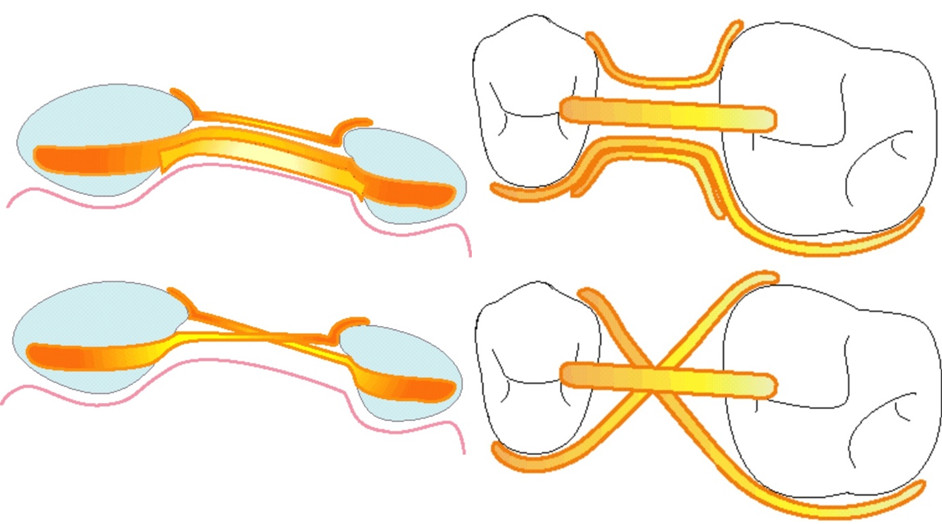
Рис.5. Усиленные (сверху) и крестообразные (снизу) АМП по методике Петрикасс И.В.
Принцип конструкции крестообразных волоконных АМП заключается в крестообразном размещении волокна, благодаря чему так же, как и в случае с усиленным волоконным АМП перекрываются вестибуло-апроксимальные углы опорных зубов.
Недостаток данной методики заключается в том, что необходимо препарировать часть вестибулярной поверхности опорных зубов.
1.5. Волоконные АМП по методике Ервандяна А.Г.
Ервандян А.Г. [2005] в результате проведённых исследований предложил свою авторскую методику изготовления волоконного АМП с фиксацией на вкладках. Суть метода заключается в размещении волоконного материала в зонах растяжения протеза, возникающих под воздействием жевательной нагрузки. Для этого предварительно изготавливают накладки из композита, ормокера или керамера. После размещения, пропитанного композитом, стекловолокна, в отпрепарированных под вкладки полостях опорных зубах, вносится порция композита и помещается накладка на своё (исходное) место, таким образом отдавливая стекловолокно ко дну полости (Рис.6). Кроме того, данный метод позволяется предотвратить образование пустот в композите.
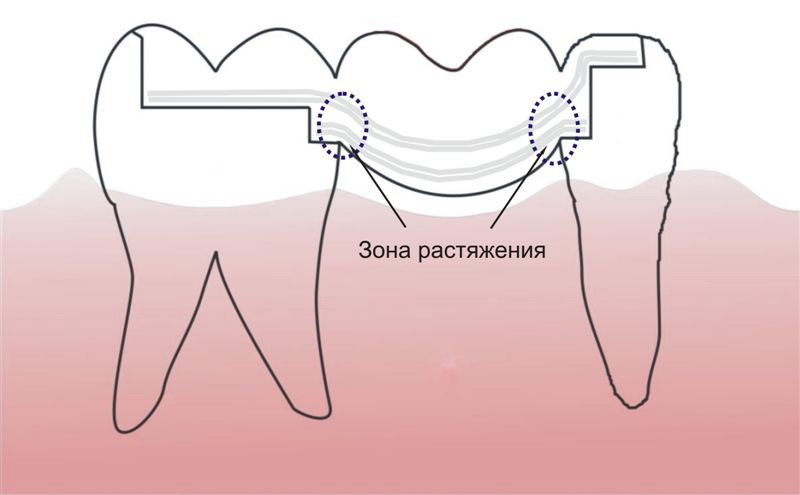
Рис.6. Адгезивный мостовидный протез по методике Ервандяна А.Г.
Проведённые Ервандяном А.Г. исследования установили, что изготовленные по его методике АМП имею прочность, 3 раза превышающую прочность АМП по методике Ribbond. Средняя нагрузка, выдерживаемая АМП по методике Ервандяна, составляет более 250 кг [Ервандян А.Г. 2004].
1.6. Вывод по I главе
Сравнивая различные конструкции волоконных адгезивных мостовидных протезов можно сделать следующие выводы.
1.Вантовые АМП и АМП по методике ГласСпан частично являются лабораторными, а частично клиническими. Т.е. только часть протеза изготавливается в лаборатории. Основным преимуществом вантовых АМП является возможность комбинирования опор, т.е. одну опору делать вантовую, а вторую вкладку, коронку, штифтовый зуб и др.
2.АМП по методике Петрикас практически невозможно изготовить без препарирования вестибулярной поверхности опорных зубов для придания параллельности стенок и создания пути введения протеза при выраженности экватора зуба и тем более расположения его ближе к окклюзионной поверхности. Поэтому данная методика больше подходит для клинического метода изготовления АМП, но не для лабораторного.
- Применение для изготовления АМП по методики Риббонд полиэтиленовых лент, является нежелательным, так как со временем из-за пластичности полиэтилена будет происходить растрескивание композита. По этой причине, при изготовлении АМП по методике Риббонд, необходимо использовать стекловолокно или керамическое волокно.
- АМП изготовленные по методике Ервандяна имеют прочность в несколько раз превосходящую прочность АМП по методике Ribbond. Поэтому стоит отдавать предпочтение им.
Глава 2. Технология изготовления волоконных АМП
2.1.Технология изготовления ВАМП по методике Ribbond и Петрикас И.В.
После препарирования опорных зубов, под адгезивный мостовидный протез по методике Ribbon, врач получает оттиски из силикона или полиэфира с рабочей челюсти и силиконовый или альгинатный со вспомогательной. Зубной техник отливает рабочую модель из гипса IV-V класса или полиуретана и вспомогательную из гипса II-III класса. Опорные зубы на рабочей модели изолируют Изоколом, Пикасепом или любым подобным специальным изолирующим лаком.
Измеряют область расположения волокон Ribbond. Для этого можно использовать мягкую оловянную фольгу или восковую полоску. Адаптируют фольгу или восковую полоску к зубам таким же образом, как будут размещаться волокна Ribbonda, тем самым определяют рабочую длину ленты.
Для создания каркаса моста, Ribbond может быть использован в два слоя: первый слой волокон располагают от одного опорного зуба до другого, второй слой накладывается только в область промежуточной части.
Отрезают Ribbond соответствующей длины специальными ножницами. Следует заметить, что нужно работать в перчатках и очень аккуратно, так как в случае загрязнения ленты Ribbond она приходит в негодность и нужно использовать новую. Пропитывают ленту адгезивом и тщательно раздувают воздухом. Затем пропитывают жидкотекучим композитом соответствующего цвета. Далее, в отпрепарированные под вкладки полости опорных зубов, вносится порция композита. Удерживая пропитанный Ribbond с помощью пинцета, инструментом вдавливают в композит таким образом, чтоб он достиг дна полостей под вкладки на зубах. После этого производят световую полимеризацию композита по всей длине волокна Ribbond. Тонкий слой композита соответствующего цвета размещают на промежуточной части с нёбной стороны. Осторожно погружают вторую ленту Ribbond, пропитанную адгезивом и жидкотекучим композитом, в слой композита так, чтоб толщина между лентами была 0,5 мм. Производят световую полимеризацию волокна по всей длине. Далее послойно восстанавливают анатомическую форму отсутствующего зуба и нёбную или окклюзионную поверхность опорных зубов. Для воссоздания дентинных слоёв применяются дентинные композитные массы, а для эмали – эмалевые и прозрачные. Осуществляют световую полимеризацию композита в полостях опорных зубов и в области тела волоконного адгезивного мостовидного протеза.
Если в качестве тела мостовидного протеза используется гарнитурные композитные искусственные зубы или естественная коронка зуба, то в ней вырезается канал для адаптации к каркасу. Бороздка заполняется композитом, коронка размещается на армированном каркасе, проверяется расположение, затем полимеризуется. Далее производятся шлифовка и полировка мостовидного протеза.
В клинике производится припасовка адгезивного мостовидного протеза по методике Ribbond. Затем проводится подготовка опорных зубов к фиксации волоконного адгезивного мостовидного протеза. Для этого в области препарирования протравливаются опорные зубы 40% ортофосфорной кислотой. Кислота смывается водой, зубы высушиваются, микробрашем наносится адгезив, через 20-40 секунд раздувается. На участки контакта, опорных зубов адгезивного мостовидного протеза между собой, накладывается композитный цемент. Мостовидный протез фиксируется к опорным зубам. Излишки цемента удаляются. Плотность посадки протеза проверяется визуально, оценивается граница соединения протеза и опорных зубов. После отверждения удаляют излишки композитного цемента, производят шлифовку линии соединения АМП с опорными зубами и полировку силиконовыми полировочными головками [Ribbond 1992].
2.2.Технология изготовления ВАМП по методике GlasSpan
Для изготовления ВАМП по методике «GlasSpan» снимаются слепки. Отливают вспомогательную (из гипса II-III класса) и рабочую (из гипса III-V класса) модели. На рабочей модели техником производится препарирование петлевидных канавок на оральной поверхности фронтальных опорных зубов или на окклюзионной поверхности боковых опорных зубов.
Укладывают волокно GlasSpan в отпрепарированный желобок в форме восьмёрки (рис.7).

Рис.7. Укладывание волокна GlasSpan в желобок.
Место пересечения волокна (центр восьмёрки) удерживают пинцетом, пропитывают шнурок адгезивом и жидкотекучим композитом и полимеризуют. Излишки кончиков шнурка отрезают. В центре шнура (в области дефекта зубного ряда) осуществляется послойное моделирование отсутствующего зуба с восстановлением анатомической формы и фиссурно-бугорковых контактов с антагонистами (рис.8). Далее производятся шлифовка и полировка отмоделированного зуба.

Рис.8. Тело отмоделированного АМП по методике GlasSpan.
В клинике производится препарирование опорных зубов, под адгезивный мостовидный протез по методике GlasSpan, аналогично препарированию гипсовых зубов на модели. В области препарирования протравливаются опорные зубы. Кислота смывается водой, зубы высушиваются. Наносится адгезив на шнурок и тело адгезивного мостовидного протеза в участках соприкосновения с опорными зубами, адгезив раздувается струёй воздуха. Наносится адгезив на протравленные участки опорных зубов и также раздувается струёй воздуха. На дно полостей наносят и плотно укладывают небольшое количество композита. В него инструментами осторожно укладывают подготовленный мостовидный протез, выступающая часть шнурков которого предварительно пропитывается жидкотекучим композитом. Осуществляют световую полимеризацию.
В последующем осуществляют восстановление анатомической формы опорных зубов путём послойного заполнения полостей композиционным материалом и фотополимеризации. Далее проводят окончательную светополимеризацию каждого зуба в течение 30-40 сек. После отверждения удаляют излишки композитного цемента, выверяют окклюзионные контакты, производят шлифовку линии соединения АМП с опорными зубами и полировку силиконовыми полировочными головками (рис.9) [GlasSpan 1986].

Рис.9. Вид готового АМП по методике GlasSpan.
2.3.Технология изготовления вантовых мостовидных протезов
Препарирование опорных зубов проводится в два этапа. На первом этапе проводится препарирование опорных площадок (формирование “посадочных мест”) под протез (рис.10). Это делается перед снятием оттисков. Перед фиксацией протеза на цемент проводится второй этап препарирования опорных зубов, заключающийся в формировании циркулярных бороздок.
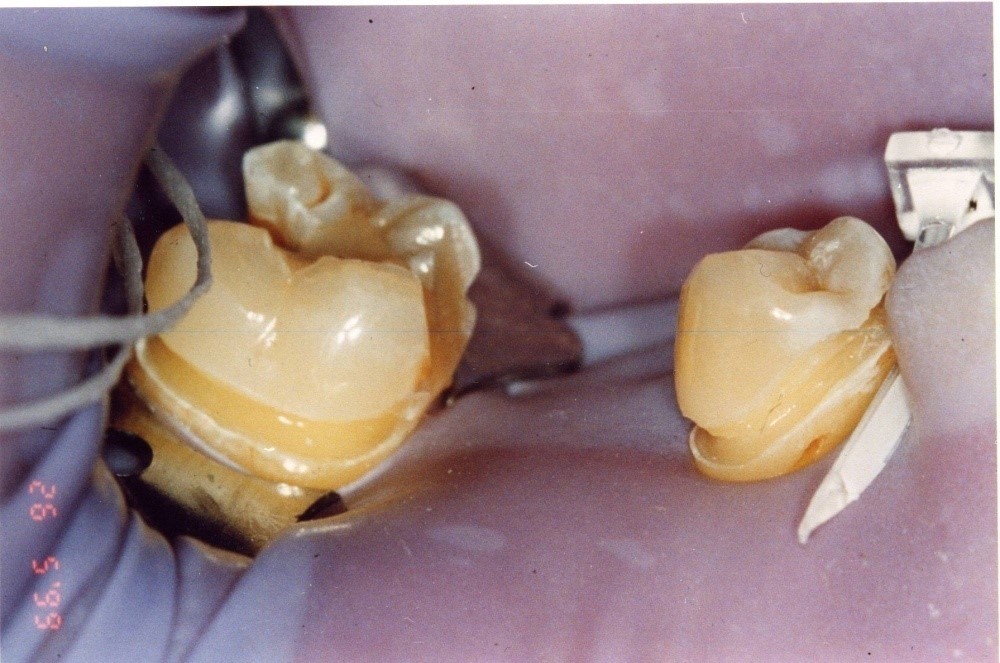
Рис.10. Зубы, препарированные под вантовый мостовидный протез
После препарирования опорных площадок и снятия слепков отливают модели из гипса IV-V класса или полиуретана. Особенности лабораторных этапов изготовления вантовых мостовидных протезов заключаются в том, что в большинстве случаев нет необходимости изготовления разборной гипсовой модели.
Промывная часть и места опорных площадок на модели изолируются и изготавливается восковой каркас будущего протеза. В каркасе понтика на этапе моделирования из воска делаются несколько сквозных тунелеподобных отверстий, выходящих с апроксимальных сторон и огибающих опорные зубы в виде петель, свободные концы которых проходят по туннелям, сформированным со стороны оральной поверхности в протезе
Далее отмоделированный каркас заменяется на металл. После литья извлекается каркас из опоки, отрезаются литники и проводится первичная шлифовка протеза. Качество готовой работы не столь критично зависит от качества литья — каркас промежуточной части имеет предельно простую форму и эффект усадки металла практически не заметен.
Производится дегазация каркаса в специальной вакуумной печи выдерживанием в вакууме при температуре 1000°С. После остывания каркаса производят его обработку в пескоструйной аппарате и очищают и обезжиривают пароструйным аппаратом.
Наносят на каркас первый опаковый слой небольшими порциями. Каркас удерживают чистым пинцетом или зажимом в руках и конденсируют вибрацией, возникающей при движении рифлёного инструмента по удерживаемому пинцету или зажиму. После обжига в вакууме первого грунтового слоя наносят второй и производят повторный обжиг. Если после этого металлический каркас всё ещё просвечивает через опак, то наносят корректирующий слой с последующим обжигом.
Наносят дентинный слой фарфоровой массы по всей поверхности цельнолитого каркаса, а поверх эмалевую массу и обжигают.
Дентинный и эмалевые слои фарфоровой массы имеют толщину 0,7-0,8 мм, и обжиг их проводят дважды в вакууме. Нанесение фарфоровой массы проводят на модели, уплотняя её рифлением и удаляя избыток влаги.
После выверения окклюзии цельнолитого каркаса с фарфоровой облицовкой приступают к глазурованию. На этом этапе при необходимости проводят подкрашивание протеза с применением красителей. Обжиг проходит в атмосферных условиях. При этом образуется глянец (глазурь) за счёт расплавления флюсов по поверхности керамики, что придаёт конструкции естественный блеск.
В вантовых мостовидных протезах используются, в основном, нить наибольшего или среднего диаметров. Нить продевается через внутренние каналы понтика, формируя петлю (рис.11).
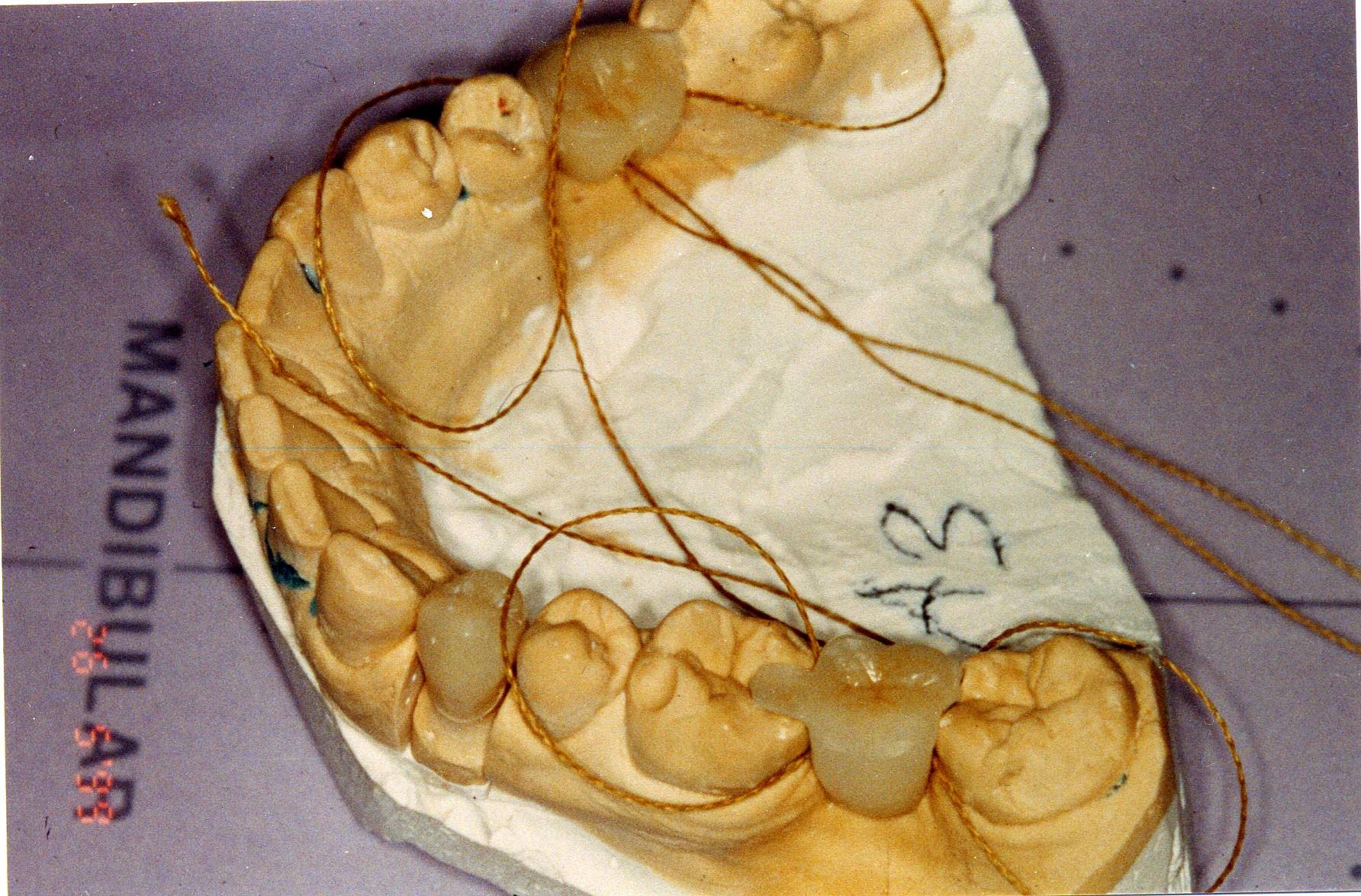
Рис.11. Готовый вантовый мостовидный протез на модели
Далее вантовый мостовидный протез отправляется в клинику, где производится примерка и припасовка.
На этапе припасовки протеза в полости рта на опорных зубах карандашом отмечают уровень расположения нитей. С этих пометок и начинают формирование циркулярных бороздок.
После припасовки приступают к фиксации адгезивного протеза на композиционный цемент. Рекомендуется использовать композитные цементы двойного отверждения. Это связано с особенностями конструкции данного протезирования. Таким образом обеспечивается запас времени для прокладывания нити в циркулярных бороздках.
Производится соответствующая подготовка опорных зубов. На контактные площадки опорных зубов и тела мостовидного протеза накладывается цемент. Мостовидный протез фиксируется к опорным зубам. Излишки цемента удаляются. Плотность посадки протеза проверяется визуально, оценивая границу соединения протеза и опорных зубов.
Для обеспечения процедуры фиксации понтика на цемент, рекомендуется вначале охватить нитями опорные зубы и уложить их в соответствующие бороздки. Затем, приподняв слегка понтик со своих опорных площадок, на них поочередно вносятся порции фиксирующего цемента. Полимеризацию фиксирующего цемента следует проводить только после натяжения нитей.
После натяжение нитей и полимеризатор фиксирующего цемента, приступают к заполнению бороздок на опорных зубах. Полимеризуют. Излишки убирают. Места крепления шлифуют и полируют (рис.12) [Кузнецова Е.А. 2000].

Рис.12. Вантовый мостовидный протез после фиксации
2.4.Технология изготовления ВАМП по методике Ервандяна А.Г.
Препарируют опорные зубы под АМП (рис.13a), снимают оттиск из высокопрочного гипса IV—V класса или из полиуретана, отливают модель. Дублируют модель. На продублированной модели моделируют промывочное пространство посредством нанесения высокопрочного гипса на альвеолярный отросток в области дефекта. Для этого на вестибулярной поверхности промывочное пространство сводится на нет, а на оральной поверхности моделируется высотой до 2 мм, таким образом получается наклонная плоскость. Промывочное пространство необходимо для самоочищения или облегчения очищения и гигиены протеза.
Опорные зубы на рабочей модели изолируют вазелином или специальным изолирующим силиконовым лаком (рис.13b).
Препарированные полости в опорных зубах заполняют основной силиконовой массой (рис.13d), полимеризуют её и после полимеризации извлекают и срезают часть силиконовой массы, обращенной к окклюзионной поверхности, таким образом, чтобы она на 1 мм была ниже краев полости (рис.13e). Полости на моделях восстанавливают ормокером с последующей его полимеризацией (рис.13f). Полимеризованный ормокер (накладку) снимают с опорных зубов гипсовой модели и удаляют силиконовую массу.
В препарированные полости вносят неполимеризованный ормокер и распределяют его по дну полостей с таким расчетом, чтобы его толщина составляла 0,2-0,3 мм (рис.13g). Слой неполимеризованного ормокера накладывают и на высокопрочный гипс промывочного пространства в области дефекта также толщиной 0,2-0,3 мм. Методом оплавления отрезают часть шнура «Glassarm» длиной, соответствующей четырехкратной длине дефекта, включая опорные зубы. Шнур пропитывают в условиях вакуума силаном и адгезивом и складывают вчетверо. В ормокер погружают половину отрезка стекловолокна «Glassarm» в форме петли, закрывают его слоем неполимеризованного ормокера толщиной 0,2-0,3 мм, на этот слой кладут вторую половину отрезка стекловолокна «Glassarm» и также накрывают неполимеризованным ормокером (рис.13h). Сверху помещают ранее изготовленную накладку и прижимают так, чтобы она приняла первоначальное положение, выдавливаемые излишки ормокера удаляют.
Осуществляют световую полимеризацию ормокера на опорных зубах и месте дефекта на гипсовой модели. После чего моделируют промежуточную часть с последующей полимеризацией (рис.13i), снимают АМП с гипсовой модели, проводят дополнительную полимеризацию каждого участка АМП. АМП помещают в печку, поддерживающую температуру 200°С и давление 5 атм. При отсутствии специального оборудования можно для полимеризации использовать обычный сухожаровой шкаф или автоклав.
Припасовывают АМП на продублированной модели с помощью жидкой копирки или корригирующей силиконовой пасты, шлифуют, полируют его и фиксируют в полости рта к опорным зубам специальным стоматологическим композиционным цементом. После отверждения удаляют излишки цемента, производят шлифовку линии соединения АМП с зубами финирами и полировку силиконовыми полировочными головками [Ервандян А.Г. 2005] (рис.13l).
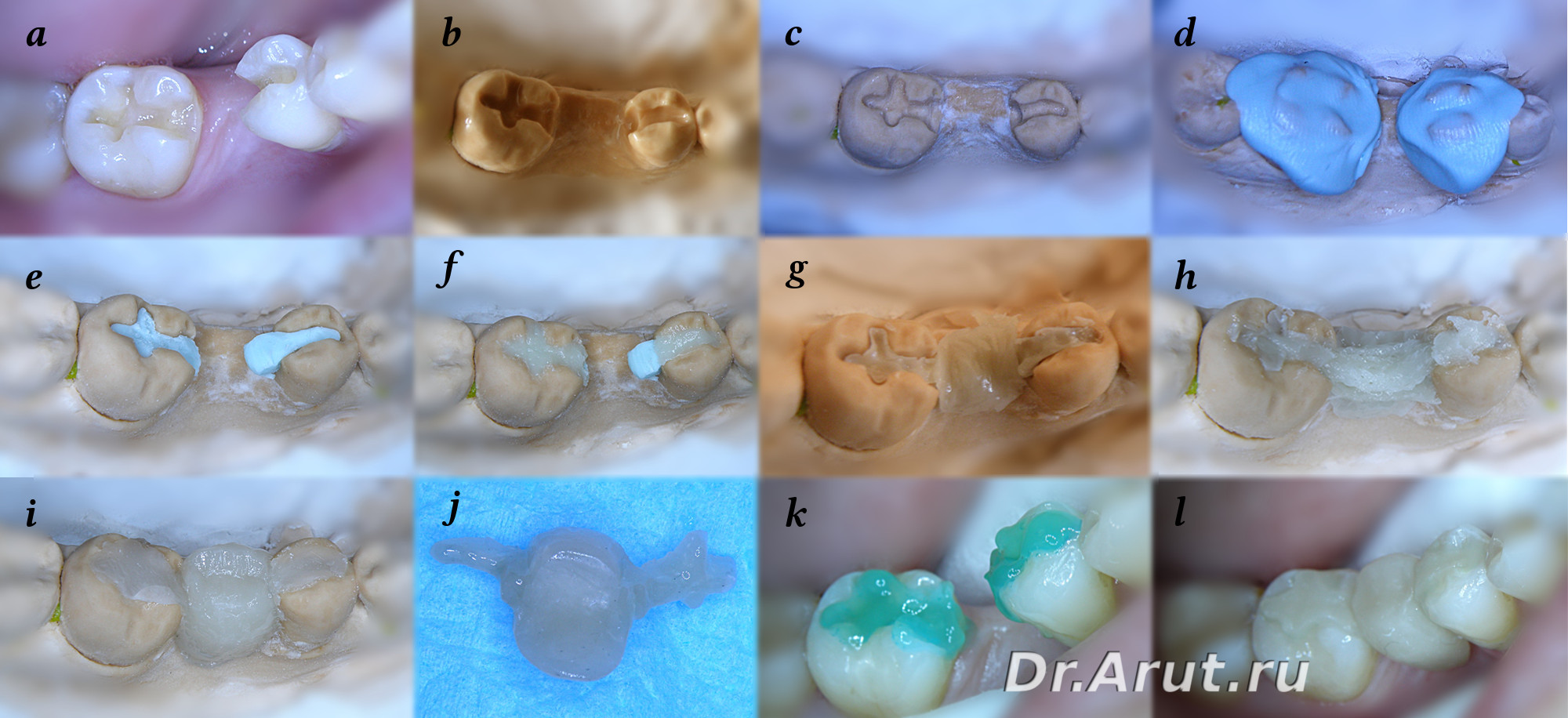
Рис.13. Изготовление АМП по методике Ервандяна.
- зубы после препарирования под АМП;
- отлитая модель покрыта Picosep-ом;
- модель после высыхания лака;
- внесение базового силикона;
- обрезание силикона;
- изготовление накладок;
- внесение ормокера в полость;
- укладывание волокна;
- установка накладок и моделирование АМП;
- готовый АМП;
- протравливание опорных зубов;
- вид готового протеза в полости рта.
2.5. Вывод по II главе
- АМП по методике GlasSpan легко снимается с модели, не нужно изолировать её, теоретически можно использовать модель из обычного гипса.
- Для изготовления вантовых мостовидных протезов с МК телом необходимо производить литьё с последующим нанесением керамики, это приводит к удлинению по времени процесса изготовления протеза. В остальном процесс создания тела не отличается от технологии МК коронок или мостовидных протезов
- Полиэтиленовая лента Риббонд очень прихотлива в работе, требует специальных ножниц и высокую чистоту поверхности, так как в противном случае теряется свои адгезивные свойства и не соединяется с композитом, в отличие от стекловолокна. В случае использования стекловолокна, при изготовлении АМП по методике Риббонд, сама техника не вызывает затруднений, протез легко снимается с модели.
- АМП по методике Ервандяна А.Г. прост в изготовлении, но возникает проблема при снятии с модели, если поднутрения не полностью заблокированы. Необходимо изготовление путём дублирования второй модели для припасовки мостовидного протеза.
Заключение
Таким образом, в результате изучения литературы установлено, что несмотря на большое количество методик изготовления адгезивных мостовидных протезов немногие из них могут конкурировать по предъявляемым функциональным и эстетическим требованиям.
Так, например, ВАМП по методике Петрикас И.В. рациональнее всего изготавливать прямым (клиническим) методом. Но протезы, изготовленные клинически, уступают по прочности и качеству протезам, изготовленным лабораторно.
Для изготовления вантовых мостовидных протезов с металлокерамической промежуточной частью производится литьё с последующим нанесением керамики, это приводит к удлинению по времени процесса изготовления протеза. Этот метод требует глубокого циркулярного препарирования для достижения эстетического эффекта, так как небольшая толщина композита не способна замаскировать коричневый цвет используемой арамидной нити.
Кроме того, методика изготовления вантовых адгезивных мостовидных протезов включает в себя как лабораторные, так и клинические этапы. Что также является существенным недостатком. Единственным преимуществом данного метода является возможность комбинирования опор, например, одну опору сделать в виде коронки, а другую — вантового протеза.
Недостатком адгезивных мостовидных протезов по GlasSpan – неточности, допускаемые при изготовлении, а также небольшая толщина перехода «протез — опорные зубы», что делают конструкцию неустойчивой к большим нагрузкам.
Проблемы с растрескиванием композита АМП по методике Ribbond, из-за применения полиэтиленовых лент, делает мостовидные протезы не столь долговечными. Полиэтиленовая лента Риббонд очень прихотлива в работе, процесс изготовления АМП требует тщательного соблюдение чистоты, иначе лента теряет свои адгезивные свойства и не соединяется с композитом. В случае использования стекловолокна, при изготовлении АМП по методике Риббонд, сама техника не вызывает затруднений, и полученный протез обладает хорошими прочностными характеристиками и долговечностью.
Среди всех конструкций и методик явным преимуществом обладает метод изготовления адгезивных мостовидных протезов по методике Ервандяна А.Г. Конструкция протеза не только соответствует эстетическим требованиям, но и по прочности в разы превосходит АМП, изготовленные по методике Риббонд. Кроме того, в этом методе усовершенствованы особенности конструкции адгезивных мостовидных протезов, исключается образование пустот в композите, что предотвращает изменение цвета протеза и сохраняет прочностные характеристики. Однако сама методика предполагает дублирование рабочей модели, что удлиняет и удорожает процесс изготовления адгезивного мостовидного протеза.
Библиографический список
- Боровский Е.В., Антонов М.Е. Одномоментное замещение единично отсутствующего зуба // Клиническая стоматология. — 1997, №4.- С.16-18.
- Городенко А. В., Сидельников П.В. Применение шин из композитных материалов в комплексном лечении генерализованного пародонтита. // Стоматология.- Киев, 1986.- С.24-28.
- Ервандян, А. Г. Адгезивные мостовидные протезы [Электронный ресурс] / Арутюн Гегамович Ервандян, 29.08.2015. – Режим доступа : https://www.dr.arut.ru/lechebnaya-rabota/ortopedicheskaya-stomatologiya/adgezivnyie-mostovidnyie-protezyi/, свободный. – Загл. с экрана.
- Ервандян А. Г. Исследование прочности адгезионных мостовидных протезов из ормокеров // Рос. стоматол. журн.- М., 2004. — №6.- С. 32-33.
- Ервандян, А. Г. Клинико-лабораторное обоснование применения адгезионных мостовидных протезов из ормокеров и волоконных материалов : дис. … канд. мед. наук : 14.00.21 / Арутюн Гегамович Ервандян ; МГМСУ. — М., 2005. — 140 л.
- Карапетян, А. А. Клинико-лабораторное обоснование применения адгезионных мостовидных протезов с арамидной нитью и оценка нуждаемости в них : дис. … канд. мед. наук : 14.00.21 / Ара Аршавирович Карапетян ; ЦНИИС. — М., 2001. – 160 л.
- Кузнецова Е. А. Биомеханика адгезивных мостовидных протезов с арамидной нитью и их клинико-рентгенологическая оценка: дис. … канд. мед. наук : 14.00.21 / Елена Александровна Кузнецова ; ЦНИИС. — М., 2000. — 171 л.
- Мирсаев Т.Д. Мостовидные протезы с минимальной обработкой твердых тканей // Пути развития стоматологии: итоги и перспективы: Матер, конф. стоматологов.- Екатеринбург, 1995.- С.216-217.
- Петрикас И.В. Планирование ортопедического лечения больных с малыми включенными дефектами зубных рядов волоконными адгезивными мостовидными протезами (вАМП): Дис. … канд. мед. наук.- Тверь, 2001.- 126с.
- Петрикас О.А. Клинико-экспериментальное обоснование приме-нения адгезивных методик при протезировании больных: Дис. … док. мед. наук.- Тверь, 2001.- 280с.
- Ряховский А.Н. Вантовые зубные протезы // Зубной техник. М., 1999.- №5-6(16-17).- С.24-25.
- Ряховский А.Н., Кузнецова Е.А. Протезирование включенных дефектов зубных рядов адгезивными мостовидными протезами с арамидной нитью // Институт стоматологии. — 2000.- № 1 (6). — С. 52-54.
- Ряховский А.Н., Карапетян А.А., Кузнецова Е.А., Улезько С.А., Халкечева Л.Н. Конструкция адгезивного мостовидного протеза с арамидной нитью и техника ортопедического лечения с ее использованием // Зубной техник. — 2000. — № 2 (19). — С. 18-21.
- Халкечева Л.Н. Клинико-функциональное обоснование применения адгезионных мостовидных протезов с арамидной нитью: Дис. … канд. мед. наук.– М., 2001.– 117с.
- Шаймерденова Р.Ш. Ортопедическое лечение несъемными протезами без препарирования зубов // Актуальные вопросы стоматологии.- Алма-Ата, 1989.- С.190-191.
- Bae J.M., Kim K.N., Hattori M., Hasegawa K., Yoshinari M., Kawada E., Oda Y. Fatigue strengths of particulate filler composites reinforced with fibers // Dent. J.- 2004.- Vol.23(2).- P.166-174
- Belli S., Özer F., A simple method or single anterior tooth replacement // J. Adhesive Dentistry. – 2000. – Vol.2, N2. — P.67-70.
- Bowen R.L. Adhesive bonding of various materials to hard tooth tissues II. Bonding to dentin promoted by a surface-active comonomer // J. Dent. Res. – 1965.- Vol.44.- P.895-902.
- Buonocore M.G. A simple method of increasing of adhesion acrilic filling materials to enamel surfaces // J. Dent. Res.- 1955.- Vol.34.- P. 847-853.
- Dunne S., Millar B. The relationship between Universal Dental Anchorage System (UDA) pins and the dental pulp chamber, in vitro // Prim-Dent-Care.- 1998.- Vol.5(1).- P.29-31.
- Engel G. Simple inexpensive way to replace missing incisors // Dent. — 1984.- Vol.29.- P.241-242.
- Fiber-Splint. Materials and fundamental aspects for splinting teeth with glass fiber reinforced composite.- Instruction manual.- 1998.- 5p.
- Bondable Fiber Reinforcement System — Instruction Manual.- 1992. — 27р. (U.S. Patents ¹ 5,098,304 5,066,361 5,425,640).
- Golub J.E. The Manhattan bridge: a new silk — wrap technique // J. Prosthet. Dent.- 1986.- Vol.56, №6.- P.226-228.
- Gorelick L., Kamen S. An improved technique for fixed bonded bridgework // J. Pedodontics 2.- — Vol.2.- P.90-96.
- Jenkins C.B.G. Etch-retained anterior pontics — a four-year study // Brit. Dent. J.- 1978.- P.144-208.
- Huberman M. Evolution of the impression technic in relation to new materials // Rev. Fr. Odontostomatol.- 1967.- Vol.14(8).- P.1303-1344.
- Murakami I., Barrack G. Relationship of surface area and design to the bond strength of etched cast restorations: An in vitro study // J. Prosth. Dent.- 1985.- Vol.56.- P.539-545
- Ribbond Bondable Reinforcement Ribbon. — Instruction Manual, 1992.- 41р. (U.S. Patents ¹ 5,176,951).
- Rochette A.L. Attachment of a splint to enamel of lower anterior teeth // J. Prosthet. Dent.- 1973.- Vol.30.- P.418-423.
- Scheer В., Silverstone L.M. Replacement of missing anterior teeth by etch retained bridges // J.Int. Ass. Dent. Child.- 1975.- Vol.6.- P.17-19.
- Schwickerath H. [UDA anchor system for replacement of missing teeth] // Dtsch. Zahnarztl Z.- 1988.- Vol.43(4).- P.469-472.
- Walinchus R.E. Silk bonded replacements with porcelain veneers: a cosmetic alternative in dental treatment // J. Esthet. Dent.- 1990.- Vol.2.- P.117-121.