

Для получения функционального оттиска в стоматологии применяется индивидуальная ложка, которая изготавливается по анатомическому слепку. Индивидуальная ложка максимально соответствует протезному ложу и позволяет проводить функциональные пробы, поэтому оттиск более точно отображает его. Существует четыре основных способа изготовления индивидуальных ложек, ниже они перечислены в хронологическом порядке.
- Изготовление индивидуальной ложки из быстротвердеющей пластмассы;
- Изготовление индивидуальной ложки из пластины термопластичной пластмассы методом вакуумного формования;
- Изготовление индивидуальной ложки из пластины фотополимерного композита;
- 3D печать.
Самый старый и распространённый способ — это изготовление ложки из пластмассы холодной полимеризации (Протакрил-М и др.). Для этого по анатомическому слепку отливают гипсовую модель из обычного гипса (II класса). Обрезают модель на триммере. Химическим карандашом рисуют границу будущей индивидуальной ложки. Обычно граница проходит на 1-2 мм не доходя до самой глубокой части преддверия полости рта, т.е. на 1-2 мм короче края базиса съёмного протеза. Также край ложки на 1-2 мм не доходит до уздечки и тяжей. Это пространство необходимо для правильного оформления краёв с помощью термопластичной или вязкой силиконовой оттискных масс.
Изготовление индивидуальной ложки из быстротвердеющей пластмассы.
После завершения рисования границ производят изоляцию поднутрений воском для возможности снятия готовой индивидуальной ложки с модели. Разогревают пластину базисного воска и равномерно обжимают её на модели. Обрезают её по ранее нарисованной границе. В области нёба и альвеолярных отростков в боковом отделе делаются круглые или квадратные отверстия (окошки) в воске для создания ограничителей на индивидуальной ложке, которая в этих участках будет находится в контакте со слизистой полости рта. Делается это для создания равномерного зазора между ложкой и слизистой, который будет заполнен корригирующей силиконовой массой. Область окошек смазывают изолирующим лаком (Изокол-69, Пикасеп, вазелин, растительное масло и др.).
Далее замешивается пластмасса холодной полимеризации согласно инструкции производителя (обычно в весовом соотношение порошок и мономер 2:1). Самый простой способ моделирования ложки из пластмассы холодной полимеризации — это использование специальной силиконовой формы имеющей форму цоколя модели высотой в несколько миллиметров. На дно формы стелется тонкая полиэтиленовая плёнка (пищевая плёнка и др.), выливается замешанная пластмасса в форму, выравнивается в форме и закрывается сверху вторым слоем плёнки. Оставляется на несколько минут для созревания пластмассы и переход в «стадию теста». После этого снимается верхний (второй) слой плёнки, пластмасса верхней стороной прижимается к модели, соответственно она переворачивается и нижний слой плёнки оказывается наверху. Далее через плёнку адаптируется пластмасса к модели. Удаляется плёнка и из излишней части материала (пластмассы, вышедшей за границы ложки) моделируется ручка. Если необходимо отмоделировать опоры для пальцев на ложке в боковых отделах, то делается это также из лишней пластмассы.
Далее зубной техник ожидает пока затвердеет пластмасса. После затвердения снимает ложку с гипсовой модели, при необходимости отделяет воск от ложки. Укорачивает ложку согласно нарисованным границам на модели. При необходимости в ложке делают перфорации для лучшего сцепления с оттискной массой.
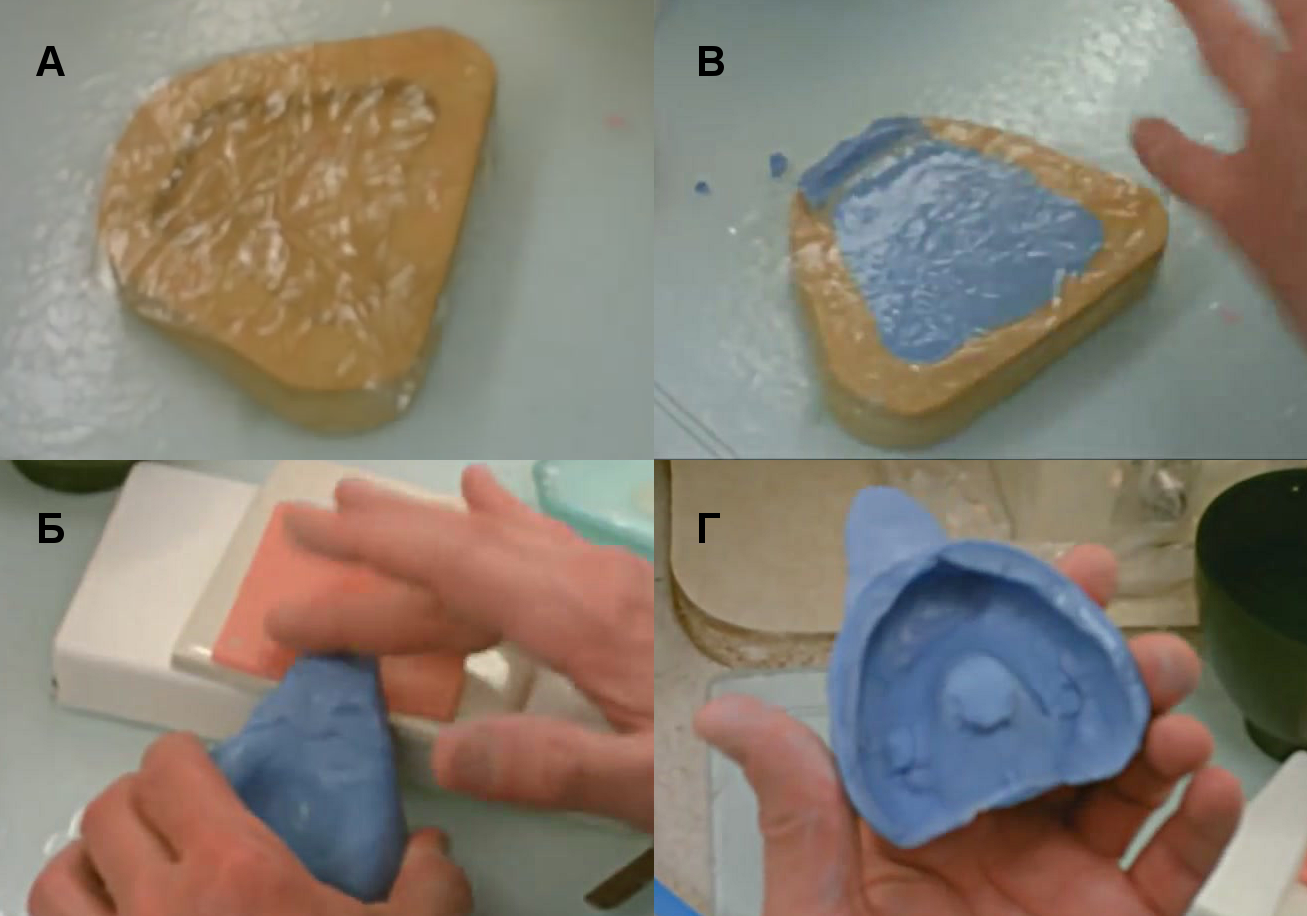
Рис. Моделирование ложки из быстротвердеющей пластмассы.
А. Плёнка на форме;
Б. Заполнение формы пластмассой и наложение сверху второй плёнки;
В. Моделирование ложки;
Г. Вид готовой ложки.
Преимущества:
- Дешевизна;
- Отсутствие захватов в области поднутрений;
- Отсутствие необходимости в специальном оборудовании.
Недостатки
- Токсичность, так как техник вдыхает пары мономера;
- Ограниченное время моделирования;
- Неудобство шлифования ложки (материал может плавиться и засорять фрезу);
- Необходимость изолировать поднутрения на модели;
- Неудобство моделирования ручки.
Все этапы изготовления индивидуальной ложки из пластмассы химического отверждения представлены на видео.
Изготовление индивидуальной ложки из пластины термопластичной пластмассы методом вакуумного формования.
После завершения рисования границ, производят блокирование поднутрений с помощью специального материала устойчивого к высоким температурам (Erkogum и др.). Припасовывают ручку. Далее размещают модель в центре перфорированного стола аппарата вакуумного формования. На модель накладывают специальную пластину из пористой резины (Erkopor и др.) имеющую толщину 3 мм. Устанавливают термопластичную пластину из полистирола (Erkorit klar и др.) в держатель и запускают процесс вакуумного формования. Происходит нагревание пластины и после перехода в пластичное состояние её опускают вниз, обтягивая модель, при этом по краям со столом аппарата вакуумного формования образуется герметичное соединение. Вакуумный насос между пластиной и столом создаёт вакуум благодаря чему пластина плотно приживается к модели и к столу аппарата. Горелкой разогревают специальную алюминиевую ложку и в нужном месте вплавляют её в пластину или специальным клеем приклеивают пластмассовую ручку к ложке.
После охлаждения модель вместе с пластиной вынимают из аппарата. Обрезают ложку по границам, при необходимости делают отверстия в ложке.
Все этапы изготовления индивидуальной ложки методом вакуумного формования представлены на видео.
Преимущества:
- Простота изготовления;
- Высокая скорость изготовления;
- Отсутствие токсичных материалов.
Недостатки
- Необходимо специальное оборудование;
- Сравнительно более высокая стоимость изготовления;
- Требуются специальные материалы;
- Неудобство шлифования ложки (материал может плавиться и засорять фрезу);
- Нет возможности изготовления опор для пальцев в боковом отделе ложки;
- Необходимо изолировать поднутрения на модели.
Изготовление индивидуальной ложки из пластины фотополимерного композита;
После завершения рисования границ производят изоляцию поднутрений воском для возможности снятия готовой индивидуальной ложки с модели. Разогревают пластину базисного воска и равномерно обжимают её на модели. Обрезают её по ранее нарисованной границе. В области нёба и альвеолярных отростков в боковом отделе делаются круглые или квадратные отверстия (окошки) в воске для создания ограничителей на индивидуальной ложке, которая в этих участках будет находится в контакте со слизистой полости рта. Делается это для создания равномерного зазора между ложкой и слизистой, который будет заполнен корригирующей силиконовой массой. Область окошек смазывают изолирующим лаком (Изокол-69, Пикасеп, вазелин, растительное масло и др.).
Специальную фотополимерную пластину (Individo Lux, Fastray LC и др.), имеющую консистенцию пластилина, обжимают на модели, обрезают по границам.

Рис. Фотополимерные пластины для изготовления индивидуальных ложек.
Из обрезанных частей фотополимерной пластины моделируют ручку ложки и опоры для пальцев в боковом отделе. После завершения моделирования помещают ложку в фотополимеризатор на несколько минут. После полимеризации снимают ложку с модели, удаляют воск, при необходимости делают отверстия в ложке, сошлифовывают края ложки.
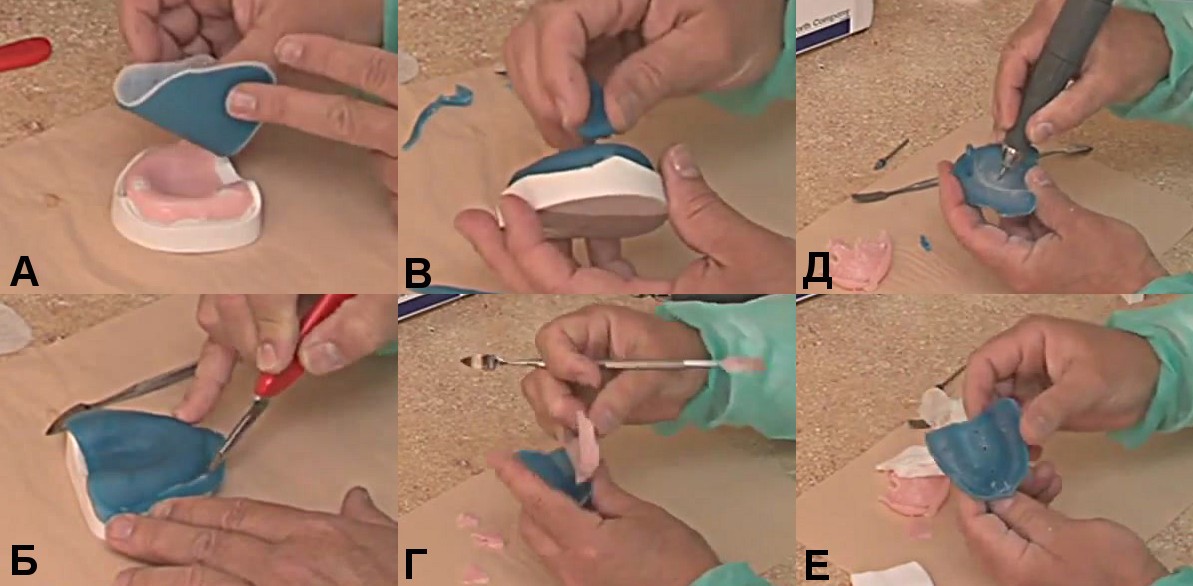
Рис. Моделирование индивидуальной ложки из фотополимерной пластины.
А. Адаптация пластины на изолированную воском модель;
Б. Обрезание платины по границе;
В. Моделирование ручки;
Г. Очищение готовой ложки от воска;
Д. Просверливание отверстий в ложке;
Е. Вид готовой ложки.
Преимущества:
- Простота изготовления;
- Высокая скорость изготовления;
- Отсутствие токсичных материалов;
- Удобство моделирования ручки и опор;
- Удобство шлифования ложки (материал не плавится и не засоряет фрезу);
- Нет ограничения времени для моделирования.
Недостатки
- Необходимо специальное оборудование, но оно может быть заменено обычным галогеновым светильником;
- Сравнительно более высокая стоимость изготовления;
- Необходимость изолирования поднутрений на модели.
Подробные этапы изготовления индивидуальной ложки из фотополимерной пластины представлены на видео
3D печать.
Получают цифровую модель в полости рта с помощью интраорального 3D сканера или сканируют отлитую анатомическую гипсовую модель. С помощью специальной программы (технология CAD), производят моделирование индивидуальной ложки. Простота моделирования заключается в том, что программа сама автоматически блокирует поднутрения, оставляется необходимый зазор между ложкой и моделью, чертит границы ложки. Но при этом у зубного техника остаётся возможность корректирования любого этапа моделирования индивидуальной ложки.
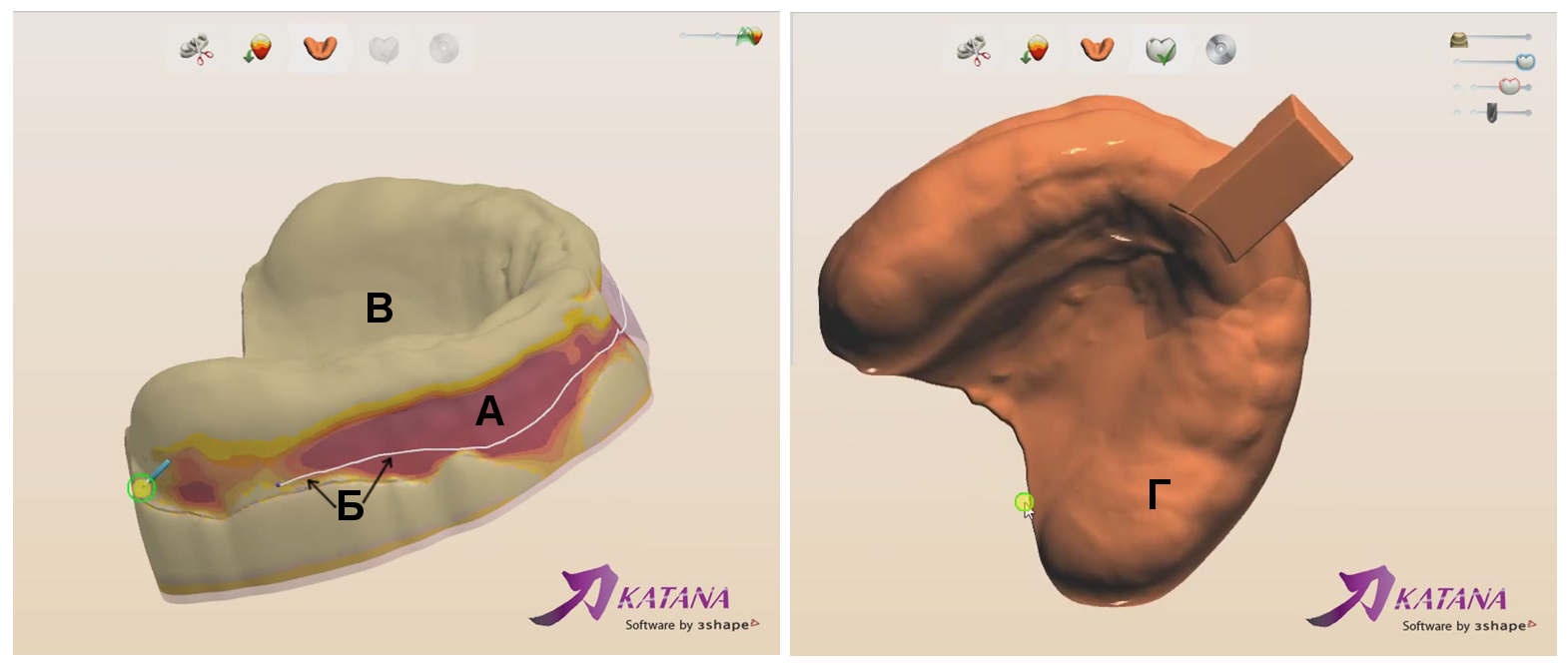
Рис. Моделирование индивидуальной ложки на компьютере.
А. Блокирование поднутрений;
Б. Рисование границы ложки;
В. Цифровая модель;
Г. Готовая цифровая модель индивидуальной ложки
.
Как проводится моделирование индивидуальной ложки на компьютере подробно показано в видеоролике.
После завершения моделирования на компьютере, ложка передаётся на принтер для 3D печати. После печати, при необходимости, отрезаются супраструктуры, и после этого ложка полностью готова.

Рис. Напечатанная индивидуальная ложка SLA методом 3D печати.
Используются несколько методов 3D печати, при изготовлении индивидуальной ложки.
- MJM и подобные;
- SLA и подобные;
- FDM и подобные;
- SLS и подобные.
Подробно остановимся на SLA методе печати. Цифровая модель индивидуальной ложки разбивается на слои. В бак, наполненный фотополимерной пластмассой, опускается платформа, не доходя до дна на 20 мкм или более. В нужных местах лазерным лучом производится фотополимеризация слоя. Платформа поднимается на несколько миллиметров, под полимеризованный слой попадает неотверждённый фотополимер. Платформа заново опускается с таким расчётом, чтоб между отверждённым слоем и дном оставался зазор 20 мкм или более. Повторно производится полимеризация лазерным лучом слоя в необходимых местах согласно второму слою цифровой модели индивидуальной ложки. Повторяя эту процедуру по очереди печатаются все слои ложки. После завершения печати ложку снимают с платформы и отделяют от неё поддерживающую структуру.
Преимущества:
- Простота изготовления;
- Удобство моделирования;
- Отсутствие токсичных материалов;
- Отсутствие необходимости шлифования ложки;
- Высокая точность;
- Отправка цифровой модели из клиники в лабораторию через интернет.
Недостатки
- Необходим компьютер со специальным программным обеспечением и 3D принтер;
- Длительное время печати.
Как проводится SLA печать подробно показано в видеоролике.
Выводы
Таким образом самым оптимальным является методом изготовления индивидуальной ложки из фотополимерных пластин, так как нет необходимости в дорогостоящем оборудовании как при вакуумном формовании или 3D печати, а полимеризатор может быть заменён обычной стоматологической лампой для фотополимеров или галогенным светильником или даже солнечным светом при солнечной погоде. Быстрота изготовления в отличие от 3D печати. Нет ограничения по времени процесса моделирования, отсутствует токсичность из-за отсутствия летучего мономера в отличие от изготовления ложки из пластмассы химического отверждения. Процесс моделирования является намного более удобным. Единственным недостатком моделирования фотополимерными пластинами это относительно высокая себестоимость изготовления индивидуальной ложки.
Скачать мультимедиа книгу можно по ссылке https://yadi.sk/d/rXJN5b6SzgCaH
Для полноценного функционирования книги необходим Adobe Reader.
Использование в библиографическом списке:
Ервандян, А.Г. Методы изготовления индивидуальных ложек в стоматологии [Электронный ресурс] / Арутюн Гегамович Ервандян, 16.05.2016. – Режим доступа : https://www.dr.arut.ru/metodyi-izgotovleniya-individualnyih-lozhek-v-stomatologii/, свободный. – Загл. с экрана.